1、系統背景
在離散生產制造行業中.,相對目前被廣泛使用的條碼技術而言 ,RFID 標簽具有本質上的優勢. RFID標簽的優勢包括 : 可無線遠距離讀寫 ,可穿透性讀寫 ,可在高速移動的狀態下讀寫 、存儲更多的數據、可在惡劣的環境下使用等.。因此 ,RFID 技術不只是條碼技術的簡單替換 ,它在離散制造業中的應用將改變離散制造企業的生產經營方式 . 目前 ,RFID 技術已經開始應用于離散制造行業的供應鏈管理 、倉庫管理 、物料管理等。目前 RFID 技術在離散制造業生產線上的應用還沒有比較通用的案例,惠企物聯科技根據生產線的具體應用,研究了 RFID 技術在生產控制中的應用 ,生產線可視化管理,生產過程控制中的應用。
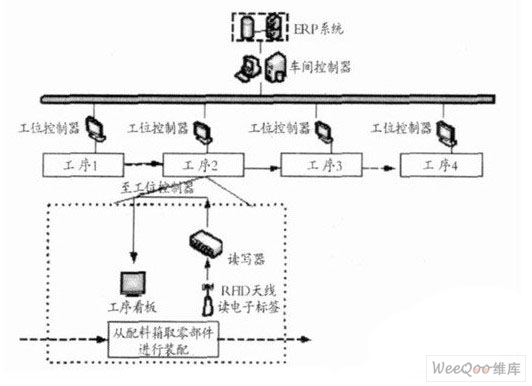
2、生產線可視化
生產線的可視化是使企業管理層能夠實時地發現 在生產品和生產線運轉狀態,系統主要由流水線、RFID 數據采集系統 、在制品和工位幾個部分組成。
在生產品在流水線上移動 ,到達工位后由工人取下再生產品進行零配件組裝 ,完成后再放回流水線,直到完成所有工序 。系統主要包括兩個固定 RFID 讀寫器。 每個在生產品都加上 RFID標簽。
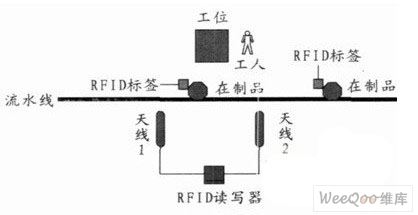
系統流程:當帶有 RFID 標簽的在生產品,以先后順序經過讀寫器 1 和讀寫器 2 時 ,讀寫器將讀取產品上的標簽信息,并將數據上傳到系統上位機。進而判斷在生產品的完成情況及各個工位的運轉情況。
3、生產線監測:
工位超時 :
生產線監測是通過對工位的監測 ,判斷整條流水線是否運轉正常?
在生產品在工位逗留時間過長?可判斷為工位異常。假設在生產品在某工位允許的最長逗留時間為Tmaxi, 則判斷工位異常的公式如下:
如果 T(讀寫器2)- T(讀寫器1) < Tmaxi, 則在生產品逗留時間不超時;
如果 T(讀寫器2)- T(讀寫器1) > Tmaxi, 則在生產品逗留時間超時;
當在生產品經過讀寫器天線 1 , 而沒有經過讀寫器天線 2 時 ,說明該標簽綁定的產品生產時間超長太多。系統會根據提前設定的時間,進行比較并報警提示。 式中T(讀寫器2),T(讀寫器1)為讀寫器天線 2 和天線 1 的 2次讀寫同一標簽發生的時間。
工位壓貨:
工位出現在制品堆積時?為Nmax,對某個工位堆積在制品數量的判斷 ,依賴于查找表 1 所構成的工位操作歷史表 ,其查找過程如下 :
當通過N(讀寫器2)-N(讀寫器1)
當通過 N(讀寫器2)-N(讀寫器1)>Nmax ,則該工位壓貨。系統會根據提前設定的時間,進行比較并報警提示。
Nmax為某工位允許堆積的在生產品最大數量;N(讀寫器2)為經過讀寫器2的再生產的產品數量;N(讀寫器1)為經過讀寫器2的再生產的產品數量。
4、在生產品監測.
在生產品監測是通過實時地獲取在生產品上 RFID 標簽數據 ,以判斷在制品所處的工位及已經完成 的工序. 假設某生產品 生產線中有 N(所有) 道工序 , 則在生產品生產狀態的監測方式如下:
1、 在生產品上線時 ,根據在生產品的制造要求 ,確定工序數量N(所有),并確定工位順序(123...n) , 生成一個二進制代碼 ,使其從最低位開始順序代表其經過的工位的完成狀態 ,完成為1 ,未完成為 0. 在在制品上線時 ,其初始值為 0.
2、 把該代碼寫入 RFID 標簽并和在生產品綁定.
3、 在生產品每完成一次工序并離開工位時 ,修改相應位代碼.
4 、 讀取 RFID 標簽相應代碼 ,就可以確定已經完成的工序和正在完成的工序.
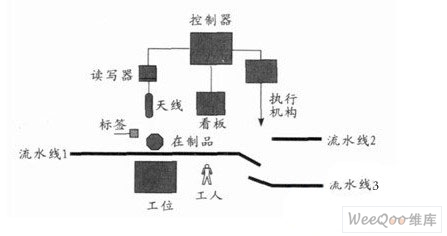
5、生產過程控制
技術原理
生產過程控制的目標是根據在生產品信息 ,靜態或動態地確定在生產品組裝路線和組裝方式 ,其基本原理 是 :實時檢測到在生產品信息后 ,根據控制系統設定的組裝路線和組裝方式 ,生成路徑選擇指令和組裝提示. 系統主要由 RFID 數據采集系統 、工位控制器 、看板和路徑選擇執行機構組成.
在制品的組裝路線既可以是上線之前制定的靜態路線 ,也可以是上線后臨時改變的動態路線.本系統采用“虛擬生產線”的概念 ,給每一個在生產品分配一個虛擬生產線。組裝路線
控制算法如下
步驟 1 根據在生產品的組裝要求 ,生成虛擬生線。
步驟 2 將 RFID 標簽中的在生產品代碼和虛擬生產線綁定 ,然后將標簽和在生產品綁定 .
步驟 3 當在生產品進行多徑選擇時 ,讀寫器讀取標簽中的在生產品代碼 ,并根據虛擬生產線中的信息 ,確定下一個工位。該算法的優點是 ,當需要對在生產品的制造工序進行改變時 ,只需更改控制器中存儲的虛擬生產線和工位關系 ,便于組裝路徑動態控制.
組裝方式控制算法如下
步驟 1 根據在生產品組裝要求 ,生成組裝指令表.
步驟 2 讀取 RFID 標簽中的在生產品代碼和工序代碼 ,查找組裝指令表.
步驟 3 在看板中發布組裝指令 ,指導生產.