摘要:本文介紹了應用三菱定位模塊A1SD75為定位控制核心,依托安川伺服電機SGDB_20ADG 為驅動的開放式數控系統。及應用于惡劣工況下的兩軸設備中的具體控制方法。
關鍵詞:定位模塊,回原點,M代碼,伺服驅動器。
Abstract:An open CNC machines System for plates (steel structure and power industries), which is based on Mitsubishi Positioning Module and Yaskawa Servo Driver. And control method for 2PG advice which adapt to hardship environment.
Keywords:Positioning Module, Home position return, M code, AC Servo Driver.
1 引言
我們國家的機械裝備工業起步較晚,很多行業的非標設備只能依賴進口,在這些設備中,很多設備需要定位功能,目前國內自己開發用于非標數控設備的運動控制器多是基于DSP和FPGA為主芯片的運動控制板,但是這種途徑定位控制線路復雜, 開發周期長, 調試困難. 很難在短時間內開發出適合惡劣工況環境的定位控制系統。
隨著微電子技術的發展微處理器的發展, 全數字化交流伺服驅動單元面市, 其內部含有高速微處理器DSP、E2PROM , 使得驅動可由用戶根據需要設置相應參數, 選擇控制方式(速度控制、位置控制、力矩控制)、電子齒輪比、放大倍數等, 滿足不同的使用要求。使伺服系統性能可靠、調試方便、柔性增強。
本設備是工作在很惡劣的環境下,環境中多含鐵粉塵,機床沖孔時有非常大的噪聲,工作時電壓波動較大,工廠大多設在野外,雷電對設備影響很大等等。所以本設備的定位系統采用抗干擾能力較強的三菱可編程控制器作為定位核心控制部件。
本文講述應用三菱AISD75定位模塊和安川伺服電機來實現兩軸聯動的開環控制。本機器應用于為電力輸送,通信等行業,生產厚度3~20mm的不規則多邊形連接板。
2 機器運行過程概述
該設備采用上位機和下位機主從控制方式,對設備進行控制,上位機主要是監視機器運行情況和將工人編好的工件程序傳給下位機,下位機PLC再控制機器進行定位和加工動作。這里闡述下位機怎樣控制伺服電機怎樣定位,和怎樣應用A1SD75的M代碼功能來進行加工工件。
設備的兩軸,X軸和Y軸采用直線差補的方法,在已經裁剪好的多邊形板上,進行沖孔。一次可以沖制兩種孔徑的孔,并且在工件上打上標號。兩種沖頭模具加上打字沖模,當程序選擇某個動作時,驅動后面的氣缸,把相應沖頭送到液壓缸下,在驅動液壓缸進行加工。定位模塊插在基板的2號插槽。
3 控制功能的實現
3.1 硬件連接圖(這里只畫出一個伺服電機和定位模塊的連接情況,另一個電機連接方法與此相同) 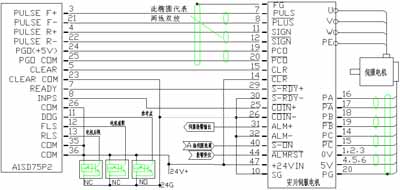
3.2 回參方式
機器在開機或者出現不正常的情況后需回參考點,保證精度準確。
這里的回參方式采用DOG+ zero-point 脈沖,當擋鐵碰到DOG參考點開關時,電機降速尋找zero-point脈沖。找到后,電機停止。回參考點的參數,如回參方法,回參方向,回參地址,回參速度等參數都可用AD75參數設定軟件來設定。在梯形圖中加入TO H2 K1150 K9001 K1,就可以啟動回參動作。
3.3 傳送定位數據
機器回參完畢后,就可以加工零件了,ACPU把定位數據傳給定位模塊,機器按照設定的工作軌跡開始運行,這部分的程序設計如下:
LOAD L1000
TO H2 K1300V R650 K1將定位模式寫到A1SD75的寄存器中。
TO H2 K2300V R650 K1
TO H2 K1301V R0Z K1將M代碼寫入寄存器。
TO H2 K1302V R651 K1 寫入延遲時間。
TO H2 K2302V R651 K1
DTO H2 K1304V R600 K1寫入軸的定位速度。
DTO H2 K2304V R600 K1
DTO H2 K1306V R1Z K1 寫入軸的定位地址。
DTO H2 K2306V R3Z K1
MPS
AND<> D10 R500 R500中存放的是當前工件程序的定位步數,用D10寄存器來累加,判斷機器是否完成定位步數。
+ K5 Z Z變址寄存器,如上面的程序中,完成一個坐標的定位,需要設定M代碼和定位地址。每次增量是5個字。
+ K10 V V變址寄存器,每個循環增量是10個字。
INC D10 定位步數計數。
MPP AND= D10 R500 RST L1000
如果D10=R500,則結束定位數據寫操作。
3.4 驅動伺服電機開始定位
DTOP H2 K1154 D502 K1更改定位當前值,上位機可以令機器從任何一個孔開始沖起,開始位置之前的就不在加工了。
DTOP H2 K1204 D506 K1
TOP H2 K1150 K9003 K1驅動伺服電機
TOP H2 K1200 K9003 K1
SET Y30 PLC發信號使定位模塊的X軸定位開始。
SET Y31 PLC LD Y30
AND X21 判斷X軸啟動是否結束。
LDI X24判斷X軸當前是否正在定位過程中
OR X2A X是否出現故障。
ANB
RST Y30 定位完成后復位Y30;
以下幾句是上位機把工件的定位加工數據下傳后,然后設備自動運行直至加工完成。
MOV D501 D555 將上位機傳來的工件加工程序步數傳給D555
INC D555 每加工完一個孔,D555自動加1,設備自動運行加工下一步。
TO H2 K1150 D555 K1定位模塊程序步號傳給定位模塊的第1150個寄存器,X軸開始定位。
TO H2 K1200 D555 K1 同上,Y軸開始定位。
3.5 執行機器的M代碼
當兩個軸完成定位后,程序啟動M代碼功能,完成輔助操作。這里完成板料的沖孔任務。程序代碼如下:
FROMP H2 K806 D30 KI K806中存放的是M代碼,將此M代碼傳到D30中用于后續的判斷。
WAND H0FF D30 D40 得到M代碼低位,D40中存放沖模選擇代碼。1代表沖頭1 ,2代表沖頭2 ,3代表打字。
WAND H0FF00 D30 D50 得到M代碼高位,存放動作類型選擇代碼。比如定義H100為沖孔,H200為打字。
LD = H100 D50
OUT M310 輸出沖孔指令。
LD = H200 D50
OUT M312 輸出打字指令。
LD<> D30 K0 AND D40 D21
MOVP D40 D525 轉移沖模代碼數據。
WAND K3 D525 取字D525的低3位,其他位清零,低三位001代表沖頭1,002代表沖頭2,003代表沖頭3。
DECO D525 M30 K2 對在D525中存放的沖模選擇代碼進行解碼,然后根據解碼結果,選擇M30,M32,M33置位。例如,如果D525為001,則解碼結果是將M31置1。
3.6 安川伺服電機驅動器的參數設置
伺服電機的驅動器有眾多的參數,這里只選擇與該設備有關的參數說明設定方法。設備的位單元CN01設定:bit2,3置1,不禁止電機的正反轉。
位單元CN02的設定:bit3置1
CN0A每轉脈沖數的設定:置為8192 P/R。
CN10:寸動速度置為200;
CN11:電機編碼器反饋脈沖數:8192P/R;
CN2A:電機選擇 設為145;
CN2B:控制方式選擇 設為1;
CN2D:輸出信號選擇 設為210。
4結束語
應用2PG的數控連接板沖孔機投入使用后,工作情況良好,加工后工件誤差控制在0.5mm以下,實踐證明,這種定位方法,能很好的適用較惡劣的工作環境。
5 參考文獻
[1] 張巍. PC/PLC 機電控制系統研究[D]. 西北工業大學碩士論文,2003:17-43
[2] 三菱定位模塊資料 A1SD75P1-P2-P3;
[3] 徐政,顧玲.FX_1PG在定位控制中的應用,機電設備 1999年第2期。
作者簡介:崔新雨,男,1975年生,內蒙古赤峰市人,工學碩士,研究領域:運動控制及現代數控系統。
