摘 要: 本文提出的針對鋼筋網焊接特點設計的工地用焊網設備采用類似打印機結構的單點焊接工藝方式,既解決了工地供電容量和場地的問題,又解決了生產大型網片的各項困難,使用結果表明該套系統結構簡單、控制性能良好、成本低,既能滿足生產的要求又可將其運用于柔性制造系統,大大提高了設備利用率。
關鍵詞:移動 單焊頭 焊網 研究 應用
中圖分類號:TP 273 文獻標識碼:A
The Study and Application of Key Technology Moving Single Torch Welding Net Device
CAO Meng-long
(Qingdao University of science & technology, Qingdao 266042, China)
Abstract: According to the characteristic of steel welding, the device was designed the same as the printer adopting resistance welding technique. This key technology has solved the problem of the power supply and the field. Large steel net can be producted by the device. The structure of this device is simple, the performance is good and the cost is low. The key technology makes the device used flexible and widely.
Key words: moving single torch welding net study apply
引言[4]
鋼筋焊接網是十九世紀中葉歐洲首創的一種在工廠中利用先進的微機編程控制技術、檢測技術和氣動技術,將普通低碳冷軋鋼筋、冷軋帶肋鋼筋在縱橫的交叉點處用電阻熔接法焊接而成的網狀鋼筋制品。經近百年的應用與發展, 鋼筋焊接網在國外已被建筑界廣泛采用。國內近五、六年已建成50余家焊網廠,并將冷軋帶肋鋼筋焊接網技術列入建筑業“十項新技術”。國內所用的固定多焊頭焊網設備機體龐大、智能化程度不高、用電量高,不能直接應用于施工現場。可移動單焊頭移動焊接關鍵技術的研究成果,填補了國內焊接領域該項技術的空白。
針對鋼筋網焊接特點設計的工地用焊網設備采用類似打印機結構的單點焊接工藝方式,既解決了工地供電容量和場地的問題,又解決了生產大型網片的各項困難。整個系統采用PC技術形成兩級控制,應用變頻調速方式進行網距自由定位,使網距任意可調,既提高了網距精度,又提高了網距控制的靈活性。
1 可移動單焊頭焊網設備系統組成[1][2]
可移動單焊頭焊網設備由焊網機器人本體和控制柜組成。圖1-1為焊網機器人基本組成圖。
焊網機器人本體的機械結構主要是平行四邊形結構形式。為了適應鋼筋焊網的焊接要求,參照國外焊接機器人的結構特點將焊頭通過連接法蘭固定于機器人最后一個軸的機械接口,使之能進行焊接。焊網機器人平行移動驅動采用交流變頻技術。由于交流電機沒有碳刷,動特性好,使機器人不僅事故率低,而且免維修時間大為增長,加(減)速度也快,定位準確,振動小。焊網機器人固著焊頭的機械前臂用氣缸驅動,可以上下移動。移動焊頭和固定焊頭閉合加壓時,壓力大小可以調節,在閉合時兩電極是輕輕閉合,減少撞擊變形和噪聲。 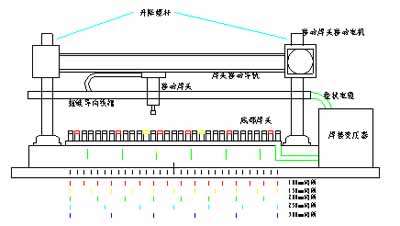
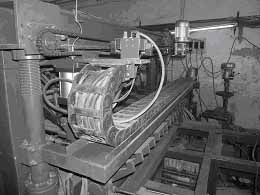 圖1-1焊網機器人組成結構圖 Fig.1-1 The frame of welding Robot
圖1-1焊網機器人組成結構圖 Fig.1-1 The frame of welding Robot
采取電阻焊工藝進行鋼筋焊網焊接時機器人末端固定焊頭的機械前臂在點與點之間移位時速度要快捷,動作要平穩,定位要準確,以減少移位的時間、提高工作效率。針對鋼筋焊網工藝特點設計的焊網機器人橫向運動采用固定軌道,可以將電纜放入軌道槽中,避免電纜線隨機器人運動而不停擺動,降低電纜的損壞率。
由于采用了一體化焊頭,焊網機器人能夠適應連續焊接時焊頭短距離快速移位的要求,焊網機器人可在0.3s內完成50mm位移。
焊網機器人本體控制由PLC完成,其控制系統結構見圖1-2:
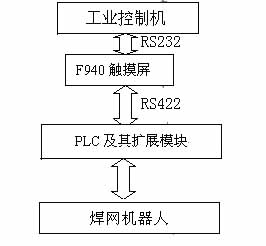 圖1-2焊網機器人控制系統結構圖 Fig.1-2 The structure of control system for welding robot
圖1-2焊網機器人控制系統結構圖 Fig.1-2 The structure of control system for welding robot
2可移動單焊頭關鍵技術解決方案[3]
焊網機器人要在移動的過程中實現定位焊接,對機器人固著焊頭機械臂移動定位的控制是一個技術關鍵,焊網機器人電氣控制系統配置圖如圖2-1所示。
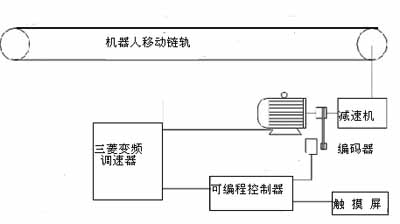 圖2-1焊網機器人移動電氣控制系統配置圖 Fig.2-1 The electric system scheme chart of moving control for welding robot
圖2-1焊網機器人移動電氣控制系統配置圖 Fig.2-1 The electric system scheme chart of moving control for welding robot
進行焊接前,首先將橫筋與縱筋搭接在固定電極排上,然后啟動變頻器驅動三相籠型交流異步電機,電機經蝸輪減速機減速后拖動機器人移動鏈軌,當機器人手臂上的焊頭(移動焊接電極)對準某一焊點(固定電極上橫筋與縱筋交叉點)位置停穩后,機器人機械臂下壓貼緊焊點,進行焊接。一個焊點焊接完了,機械臂抬起,鏈軌將焊網機器人送到下一個焊接位置停穩,開始第二個焊點的焊接,這樣周而復始,連續作業直到整片鋼筋網焊接完畢。
通常位置控制大多由計算機或PLC加模塊構成。傳動部分對精度要求不高的采用非調速的交流傳動,對定位精度和響應速度要求高的設備則采用直流調速傳動。隨著電子功率器件技術的發展,變頻器性能不斷得到提高,而價格的迅速降低使變頻調速技術得到了廣泛的應用,在許多場所變頻調速已經取代傳統的直流調速。焊網機器人的這種移動定位控制便是由PLC和變頻器完成。
首先依照焊網生產的規格要求從上位機配方數據庫中下載焊接預期位置,即位置設定值。當PLC經運算后輸出調節信號給變頻器,變頻器按照PLC輸出指令控制電機的加速、運行、減速和制動停止,最后使焊頭停止在預期的設定位置上。
在每一周期的開始,傳動裝置先根據速度預設定進行速度預控制。同時,反饋回來的實際值與設定值進行比較計算,得出的偏差與比例增益相乘后疊加,得出傳動裝置應該具有的速度。經速度、電壓轉換和D/A轉換后向移動系統發出控制信號。機器人先以設定的加速度勻加速度運動,直至達到設定速度,然后勻速運動一定的時間,再以設定的加速度勻減速運動,直到速度變為0。速度到0時,軸移動的距離正好是命令規定的兩個焊點之間的脈沖差值。變頻器輸出變化曲線如圖2-2所示。
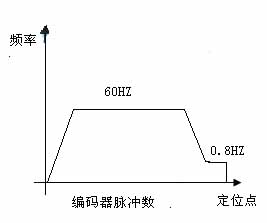 圖2-2 變頻器輸出變化曲線 Fig.2-2 The output curve of transducer
圖2-2 變頻器輸出變化曲線 Fig.2-2 The output curve of transducer
3 結語
采用單焊頭移動焊接技術,縮小了焊網機的體積、降低了供電容量,可以在建筑施工現場使用。這樣不但可以大大減少焊網的運輸費用,還能適應建筑施工現場隨時變動的各種焊網的需求,是建筑焊網機設備的創新。使用結果表明,該套系統結構簡單、控制性能良好、成本低,能滿足生產的要求,而且可將其運用于柔性制造系統,大大提高了設備利用率。該控制系統已投入運行,運行效果良好。已生產的鋼筋網成品如圖3-1所示。  圖3-1 鋼筋網成品圖 Fig.3-1 Picture of steel sealing net production
圖3-1 鋼筋網成品圖 Fig.3-1 Picture of steel sealing net production
參考文獻:
[1] 李凡,汪法根等,一種機器人特殊手部機構設計,機械設計與制造,Dec.2002 No.6
[2] 曹夢龍,智能焊網設備DDC控制系統的設計與實現,青島科技大學報,第26卷,第3期2005,6,256-258.
[3]韓軍,PLC在變頻調速仿形噴涂機器人控制系統中的應用,制造業自動化,第22卷第10期,2000,10,55-62
[4]王彬,我國焊接自動化技術的現狀與發展趨勢,焊接技術,2000,12,Vol.29,No.6
