當(dāng)今世界上精密加工技術(shù)發(fā)展很快,新的加工方法和設(shè)備層出不窮,計算機(jī)的廣泛應(yīng)用使精密加工技術(shù)更為普及和多樣. 實(shí)現(xiàn)精密和超精密切削加工有三種方法: (1) 采用和研制高精度加工設(shè)備;(2) 采用新的切削工具材料; (3) 利用加工與測量控制一體化技術(shù). 前兩種方法成本較高,而后一種方法成本較低,具有廣闊的前景. 在后一種方法中,除了要保證刀具的精度、夾具的精度以及測量精度外,還有一項重要內(nèi)容就是微進(jìn)給機(jī)構(gòu)的精度及其控制精度. 筆者在控制精密磨削的研究中,利用步進(jìn)電機(jī)帶動滾珠絲杠作為進(jìn)給機(jī)構(gòu),在滾珠絲杠確定后,步進(jìn)電機(jī)的控制精度成為了主要矛盾.
1 步進(jìn)電機(jī)的控制
步進(jìn)電機(jī)在不失步的正常運(yùn)行時,其轉(zhuǎn)角嚴(yán)格地與控制脈沖的個數(shù)成正比,轉(zhuǎn)速與控制脈沖的頻率成正比. 可以方便地實(shí)現(xiàn)正反轉(zhuǎn)控制及調(diào)整和定位. 由于步進(jìn)電機(jī)和負(fù)載的慣性,它們不能正確地跟蹤指令脈沖的啟動和停止運(yùn)動,指令脈沖使步進(jìn)電機(jī)可能發(fā)生丟步或失步甚至無法運(yùn)行. 因此,必須實(shí)現(xiàn)步進(jìn)電機(jī)的自動升降速功能. 為了實(shí)現(xiàn)速度的變化,輸入的位移脈沖指令相應(yīng)地要升頻、穩(wěn)頻、和降頻這些脈沖序列,可以由脈沖源加專用邏輯電路來產(chǎn)生,也可以由微型計算機(jī)產(chǎn)生. 對于脈沖源加邏輯電路構(gòu)成的控制器來說,控制邏輯是固定的,即控制電路一經(jīng)固定,其控制邏輯也就固定了.
如果要改變控制邏輯和控制方案,必須改變電路結(jié)構(gòu)和元件參數(shù),而使用計算機(jī)控制,不必改動硬件電路,只要修改程序,就可以改變控制方案. 且可以從多種控制方案中,選取一種最佳方案進(jìn)行控制和調(diào)節(jié). 也可以用同一套系統(tǒng)對不同控制方案的多臺步進(jìn)電機(jī)同時控制. 利用計算機(jī)控制的形式也很多,本文介紹PLC位控單元對步進(jìn)電機(jī)的控制.
2 PLC 系統(tǒng)組成及位控單元的工作原理
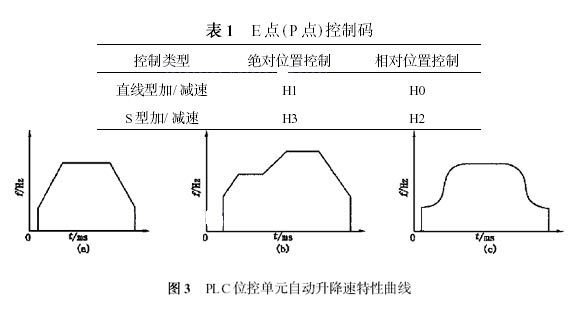
本研究所利用的PLC 系統(tǒng)的組成包括如下七大模塊:電源,CPU ,位控單元, I/ O 單元,A/ D ,D/ A 單元,如圖1 所示. 其中位控單元的主功能是當(dāng)步進(jìn)電機(jī)(或伺服電機(jī)) 與電機(jī)驅(qū)動器聯(lián)結(jié)時,輸出脈沖序列控制電機(jī)的轉(zhuǎn)速與轉(zhuǎn)角. 進(jìn)給機(jī)構(gòu)可以是2 軸型,也可以是4 軸型. 本文采用的是前者,即滾珠絲杠的橫向進(jìn)給與縱向進(jìn)給,如圖2所示. 具體地說,位控單元實(shí)現(xiàn)速度以及位置的控制方法有多種,如E 點(diǎn)控制(單速度控制) ,如圖3(a) 所示;P 點(diǎn)控制(多級速度控制) ,如圖3 (b) 所示; 線性加/ 減速和S型加/ 減速,圖3 ( a ) , ( b)為線性加/ 減速,S型如圖3 (c) 所示. 除此之外還有絕對位置控制和相對位置控制等. 表1 給出了E點(diǎn)控制不同模式的控制碼(P 點(diǎn)與其相同) .
3 磨削加工PLC 控制原理
如圖4 所示, PLC 可以控制變頻器、傳感器、步進(jìn)電機(jī). 總控制程序流程圖如圖5 所示. 其中兩個步進(jìn)電機(jī)是利用PLC 的位控單元控制的. 在進(jìn)行精密磨削過程中,橫向進(jìn)給將是十分重要的,PLC 的位控單元能較精確地控制步進(jìn)電機(jī)的轉(zhuǎn)角,從而使?jié)L珠絲杠獲得精確定位. 由于PLC 位控單元的控制方法有多種,對于磨削加工來講,橫向進(jìn)給量不能大于215μm ,通過實(shí)驗(yàn)的方法可以找出最佳方案. 這里只通過一種控制方法來說明位控單元的具體應(yīng)用. 首先,設(shè)置原點(diǎn),利用光柵尺粗對刀,測量出對刀位置距原點(diǎn)的距離. 為防滾珠絲杠出現(xiàn)爬行現(xiàn)象,工作臺從原點(diǎn)出發(fā),經(jīng)過一段距離以后開始自動加/ 減速. 此時,只要給定起始速度,目標(biāo)速度,加速/ 減速時間以及位置要求值,并設(shè)定控制碼即可實(shí)現(xiàn)上述功能,相關(guān)程序如圖6 所示. 如果假設(shè)滾珠絲杠的螺距為d ,步進(jìn)電機(jī)的步距角為α°;進(jìn)給速度為v (mm/ s) ;行程為s (mm) ;則要求的脈沖頻率(即程度中的目標(biāo)速度) 為f = 360 v/αd (Hz) ;總脈沖數(shù)(即程序中的位置要求值) 為F =360s/da(個) .
4 結(jié)束語
PLC 位控單元具有運(yùn)行速度快、靈敏度高、精度高、編程簡單等眾多優(yōu)點(diǎn). 因此,它對于在精密加工領(lǐng)域的研究開發(fā)與應(yīng)用具有深遠(yuǎn)的現(xiàn)實(shí)意義.
