
引言
枕式包裝機又稱接縫式裹包機,是一種臥式三面封口,自動完成制袋、填充、封口、切斷、成品排除等工序的包裝設備,實際應用中,與相應衍生機種、輔助機種相配合,能實現食品、日用化工、醫藥等行業自動化生產線的流水包裝。適應的包裝物為一般塊狀、筒狀規則物品,無規則異形物品,如:餅干、蛋糕、化妝品、紙巾等。包裝成品的形式有單件包裝、集合包裝、帶托盤包裝、無托盤集合包裝等。
傳統的枕式包裝機橫封刀的運動曲線是由機械的凸輪來實現的,機械加工、安裝復雜,運行噪音大,效率低;如果使用伺服系統來實現電子凸輪功能,對于機械安裝、運行效率會有一定的提高。本文詳細介紹BWS的伺服控制系統:BWS-BBR輪切伺服控制器,BWS-BH系列異步伺服電機在包裝機中實現電子凸輪的應用。
1. 枕式包裝機的工藝簡介
枕式包裝機的送膜和進料是同步進行的,由色標檢測和接近開關分別對送膜和送料的位置進行檢測,薄膜經成型器成型后變為筒膜,并進行縱向熱封,同時物料被送進筒膜內,一起向前經過橫封橫切部位,由回轉式或往復式的橫封橫切刀對筒膜進行橫向封切,輸出包裝成品,具體工藝流程圖和工藝結構圖分別參照圖1、圖2:
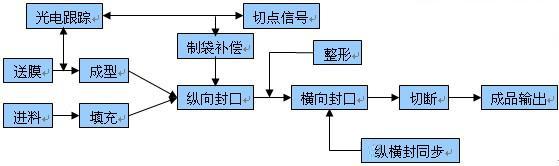
圖1 枕包機工藝流程圖

圖2 枕包機工藝結構圖
2. 枕式包裝機自動化程度的發展
隨著食品包裝行業的飛速發展,對類似枕包機這樣的機械提出的要求是提高包裝速度與精度,全面包裝品規格,操作趨于人性化以及售后維護成本降低。根據枕包機的工藝不難看出,其控制重點在于送料、送膜以及橫封橫切軸三軸的配合,因此從第一代枕包機發展至今,主要就是對這三軸的控制進行改進以滿足行業不斷提升的要求,從低端到高端、從機械控制為主到電氣控制為主,枕包機控制的發展主要經歷了以下幾個階段:
階段一:單變頻
使用一臺變頻器加一臺交流電機來工作,為了成比例的同時帶動橫封刀(加輸送機)跟包裝膜,需要一臺無極變速箱來根據不同的膜長調節膜軸的速度。從而實現了兩路速度的輸出,但是無極變速箱會隨著使用時間的增長出現磨損影響使用精度,因此有他的局限性。橫封刀的運行曲線是由機械凸輪來實現的,因此機械結構復雜,傳動機構多。
階段二:單變頻+單伺服
使用一臺變頻驅動橫封刀(加輸送機),一臺伺服驅動包裝膜,取消了無極變速箱。各部分運行獨立,由PLC控制器協調兩部分速度。橫封刀運動軌跡仍有機械凸輪實現。
階段三:雙伺服
原理同單伺服+單變頻,但其控制精度進一步提高。
階段四(目前最先進的控制方式,本文介紹重點):三伺服
三個伺服分別驅動橫封刀、包裝膜、供料輸送機,橫封刀的運行軌跡完全有伺服來實現,取消機械凸輪,簡化了機械結構。三部分的運行速度需要有高性能的控制器來控制,因此對于控制器的要求比較高,經過試驗的BWS的伺服控制系統:BWS-BBR輪切伺服控制器,BWS-BH系列異步伺服電機能完成這項功能,并且能提高包裝速度速度。
3. 三伺服枕式包裝機的詳細工藝及控制要求
三伺服枕包機是在雙伺服枕包機基礎上開發的一種高端枕式包裝機,其技術核心就是用運動控制器中的電子凸輪功能替代原先的機械凸輪,完成機器中橫封橫切與拉膜牽引以及送料的配合,要求橫切的位置能精確地定位在包裝袋的色標上,誤差范圍應小于±2.5mm(根據色標寬度定),速度一般能達到200包/分鐘。
3.1 機器的啟動檢測定位
由于在機器的整個運行過程中保持送膜、送料、橫封橫切軸的位置準確非常重要,軸與軸之間按照包裝物規格的不同有不同的位置對應點,因此在機器啟動時就因將三軸的位置進行校準,找到位置對應點以便機器正常運行時按照對應點進行檢測糾偏。
三軸的偏差檢測通過不同的傳感器進行:
送膜軸:膜的色標位置通過色標傳感器和伺服驅動器的編碼器分頻進行檢測。
送料軸:輸送帶的位置通過安裝在輸送帶的接近開關和輸送帶伺服驅動器的編碼器分頻信號位置檢測。
橫封橫切軸:橫封刀位置的檢測通過安裝在橫封刀上的接近開關和設定的橫封刀每轉的脈沖數進行檢測。
機器啟動時的檢測定位流程如圖3:
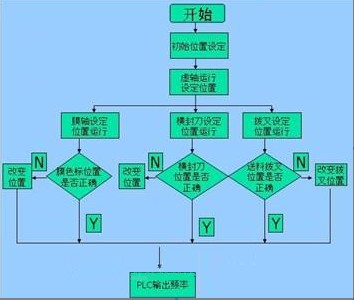
圖3 機器啟動時三軸的檢測定位流程
3.2 機器運行時的工藝及控制
啟動檢測定位完成后,機器將進入正常運行狀態,其控制重點仍在于三軸的配合運行,工藝結構及控制圖如圖4:

圖4 三伺服枕式包裝機的工藝結構及控制圖
圖中所標的三軸的功能及控制要求分別為:
橫封橫切軸:
切割包裝膜,把每包包裝物分離,并且熱封包裝口, 由伺服電機驅動一對帶刀導輥旋轉對包裝物進行橫封橫切,在橫封軸旋轉一周的過程中,當轉到橫封過程的角度時,橫封軸必須與主軸保持同步,當轉到其他角度時,橫封軸的速度需要改變,橫封的周期時間與主傳送帶送入一個包裝物品的時間相同。
在這里,我們將進行橫封過程的角度稱為同步角,同步角的大小根據機械結構而定,目前使用最多的角度大小是66°左右。橫封軸轉到同步角時,必須與送料軸保持速度同步,而轉到其它角度時,需要加速還是減速,取決于橫封軸固有長度與產品長度之間的大小關系,固有長度的定義如圖5所示:
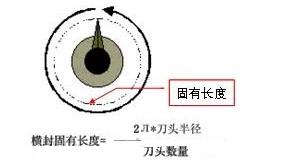
圖5 固有長度的定義
根據固有長度與產品長度之間的關系,橫封軸轉到同步角以外的角度時加減速控制要求入圖6所示:

圖6 橫封橫切軸控制速度要求
送膜軸:
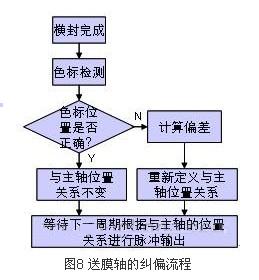
帶動包裝膜,夾運,縱封軸,使包裝膜與包裝物同步,當包裝薄膜上需要色標定位時,必須在送膜軸的控制中加入糾偏,以防止滑差導致的累計誤差,保證橫切位置準確如圖7:

圖7 正確的橫切位置
送膜軸的糾偏流程如圖8所示:
送料軸:
按照一定的速度帶動包裝物,把包裝物送入包裝膜中,物料間的間隔距離是由傳送帶上的檔格分開的,可以保證物料被送入包裝膜時位置的準確性。但長時間連續運轉可能會因為機械損耗導致偏差,因此送料軸也需要定位信號檢測進行實時糾偏,其運動控制及糾偏的模式與送膜軸幾乎一致,只是檢測定位為信號采用了接近開關,與主軸同步跟隨的參數也會有所不同。
4. BWS的伺服控制系統:BWS-BBR輪切伺服控制器,BWS-BH系列異步伺服電機的介紹以及在三伺服枕包機中的應用
4.1BWS的伺服控制系統:BWS-BBR輪切伺服控制器,BWS-BH系列異步伺服電機 功能及特點描述
BWS-BBR系列是BWS伺服的飛剪型運動控制器,其特點就是可以進行靈活、快速的運動控制,適合需要8軸以下伺服控制且同步協調或跟隨要求高的包裝機械,如:多伺服枕包機、連續式立包機、瓦楞紙生產線的送紙機構、全伺服臥式包裝機等。
BWS-BBR系列可實現的控制功能如表1所示:
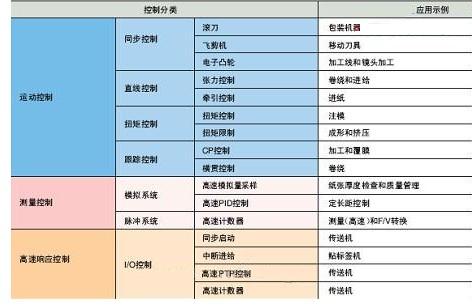
表1 BWS-BBR的控制功能
BWS-BBR的性能特點有:
——根據并列分散處理性系統,從2軸到最大8軸穩定的運動控制周期(例:0.5~2ms);
——內置直接控制脈沖輸入輸出/模擬量輸入輸出的高速周期處理型引擎(例:從輸入信息到控制輸出1個周期0.5ms~2ms);
——軸控制間的控制周期的同步化、高速脈沖起動(最高25μs~)、高速模擬量輸入輸出(40μs)、高速計數器自鎖(30 μs)、高速浮動小數點演算等;
——模塊化構造,可將枕包機中的理料、飛剪等環節程序模塊化。
4.2 三伺服枕式包裝機的BWS伺服系統方案
對于三伺服枕式包裝機,BWS-BBR是一款非常合適的運動控制器,配合BWS伺服的整套系統產品,構成一套完善的控制系統
4.3 控制系統的關鍵點
4.3.1 主軸
如上所述,在三伺服滾刀式枕包機中,軸和軸之間的動作需要保持同步或相互協調,因此就需要定義一根軸作為主軸,其余軸都以它為參照,進行同步跟隨或凸輪定位。
主軸可以用實際存在的三根軸中的一根來定義,也可以用虛軸來定義,定義成虛軸的優勢在于可以省去控制器對主軸位置的判斷處理時間。
由于BWS-BBR支持虛軸功能,因此在這里我們定義一根虛軸為主軸。
本文中的虛軸實際上使用了一個MMP模塊的實際脈沖輸出通道(脈沖輸出2),設置方式如圖10:

圖10 MMP模塊設置圖
操作模式為絕對脈沖(環形模式),循環最大計數:30000。使用SPED指令直接輸出脈沖每到脈沖值到30000時自動清零。也就是每發送30000個脈沖相當于包裝一個包裝物,可以根據包裝速度計算出發送的脈沖頻率。
4.3.2 橫封橫切軸的位置控制
由于本設備使用電子凸輪代替了機械凸輪結構,其速度分為兩段速,因此采用APR指令與PULS指令結合應用的方式對橫封橫切軸進行控制。
首先計算出橫封切刀的運行曲線跟虛軸脈沖的對應關系,對應關系如圖11所示:
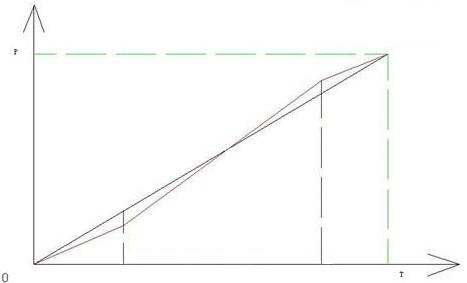
圖11 橫封橫切軸與虛擬軸的對應關系
由于BWS-BBR傳承了BWS伺服PLC的功能塊及ST語言編程功能,因此在這里計算對應關系的算式可以用ST語言執行,并組成功能塊如圖12所示:

圖12橫封切刀與虛軸對應關系計算
計算出對應關系后,將對應關系得數據輸入APR指令的CAM表如圖13,再由APR指令根據虛擬軸的實時位置信息求出橫封橫切軸的位置,如圖14:
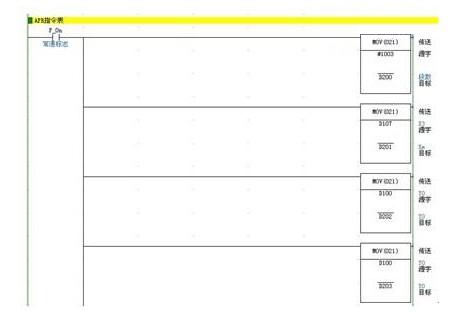
圖13 APR指令表的制作

圖14 APR指令執行
由于BWS-BBR中的PULS指令經過設置只需要給定絕對位置值就會自動計算出輸出頻率控制伺服系統,因此最后只需將APR指令中橫封橫切刀的位置地址作為PULS指令的目標位置,即可完成橫封橫切軸的凸輪控制,如圖15:

圖15 PULS指令執行
4.3.3 送膜軸的位置控制
送膜軸的位置控制跟橫封刀的方式相同,只是由于包裝膜的張力的變化會發生位置的偏差,在工作中必須進行修正。
首先計算出送膜軸運行給定的袋長需要的脈沖數,然后與虛軸的脈沖數進行線性對應,隨時讀取虛軸的脈沖值,然后根據線性關系求出膜軸應該對應的位置脈沖,通過PULS指令進行輸出。
如果出現色標偏差可以修改袋長對應的脈沖數的最大值,即修改了線性對應關系,如圖16所示,從而在下一周期中改變膜軸的位置,保證色標位置的準確性。

圖16膜軸與虛軸點數線性對應關系圖
在這里需要注意的是:檢測出偏差后,需要進行判斷色標是超前還是滯后(可以在功能塊中計算,ST語言比較合適),但是超前和滯后會有四種情況,有超前一個袋長的情況,沒有一個袋長的情況;滯后一個袋長的情況,不到一個袋長的情況,如果不注意處理,就會發生誤糾偏的情況。在這里,我們仍用ST語言編寫功能塊,對此情況進行處理,功能塊與ST源代碼如圖17、18所示:

圖17 糾偏判斷功能塊

圖18 糾偏判斷的ST源代碼
4.3.4 送料軸的位置控制
送料軸的位置控制方式與送膜軸的控制方式相同,只是參數有所變更,在此不再敘述。
4.3.5 其他注意事項
需要注意PULS指令的過零點判斷,如果判斷不好會出現伺服倒轉、突然高速運行、抖動的情況。
另外,如果伺服參數調整不對也就是伺服的相應不一樣,在高速時會出現色標的偏差,此偏差不易在程序中修正。
5. 結束語
經過測試,設備可按照客戶原先提出的以下要求正常運行:
①提高包裝精度,正常可以達到120~200包/分;
②減少機械結構,使機械結構簡單,省去機械凸輪,易于維修,同時減少工作噪音;
③使用觸摸屏操作使操作方式人性化;
④使用方便,操作簡單,即便出現故障只要簡單處理就可繼續運行。
⑤系統的穩定性,特別重要。
整個系統設計過程中,BWS伺服的BWS-BBR系列的電子凸輪功能、同步總線高速運算功能起到了關鍵作用,使得機器在保證切刀位置精準的情況下高速穩定地運行。
飛剪、電子凸輪、高速、實時糾偏等功能,是目前很多OEM機械尤其是包裝機械行業的高端機型提出的需求,在實現這些功能的同時,能夠將原先的生產效率提高2~3倍甚至更多,在不久的將來會成為主流趨勢,而BWS-BBR在三伺服枕包機中的成功應用也證明了BWS伺服在遇到此類機械的開發時有很好的產品對應,在此領域中的應用將會越來越多。
參考文獻
[1] BWS伺服BBR系列輪切型伺服編程手冊
[2] BWS伺服BBR系列輪切型伺服操作手冊