
金屬切削機床的驅(qū)動電機包括進給伺服電機和主軸伺服電機兩類。機械制造商在選購電機時擔心切削力不夠,往往選擇較大規(guī)格的馬達,這不但會增加機床的制造成本,而且使之體積增大,結(jié)構(gòu)布局不夠緊湊。本文以實例應(yīng)用闡明了如何選擇最佳規(guī)格電機的方法,以控制制造成本。
機床的驅(qū)動電機包括進給伺服電機和主軸伺服電機兩類。機械制造商在選購電機時擔心切削力不夠,往往選擇較大規(guī)格的馬達,這不但會增加機床的制造成本,而且使之體積增大,其結(jié)構(gòu)布局不夠緊湊。因此,一定要通過具體的分析計算,選擇最佳規(guī)格的電機。
一、進給驅(qū)動伺服電機的選擇
1.原則上應(yīng)該根據(jù)負載條件來選擇伺服電機。在電機軸上所有的負載有兩種,即阻尼轉(zhuǎn)矩和慣量負載。這兩種負載都要正確地計算,其值應(yīng)滿足下列條件:
1)當機床作空載運行時,在整個速度范圍內(nèi),加在伺服電機軸上的負載轉(zhuǎn)矩應(yīng)在電機連續(xù)額定轉(zhuǎn)矩范圍內(nèi),即應(yīng)在轉(zhuǎn)矩速度特性曲線的連續(xù)工作區(qū)。
2)最大負載轉(zhuǎn)矩,加載周期以及過載時間都在提供的特性曲線的準許范圍以內(nèi)。
3)電機在加速/減速過程中的轉(zhuǎn)矩應(yīng)在加減速區(qū)(或間斷工作區(qū))之內(nèi)。
4)對要求頻繁起,制動以及周期性變化的負載,必須檢查它的在一個周期中的轉(zhuǎn)矩均方根值。并應(yīng)小于電機的連續(xù)額定轉(zhuǎn)矩。
5) 加在電機軸上的負載慣量大小對電機的靈敏度和整個伺服系統(tǒng)的精度將產(chǎn)生影響。通常,當負載小于電機轉(zhuǎn)子慣量時,上述影響不大。但當負載慣量達到甚至超過轉(zhuǎn)子慣量的5倍時,會使靈敏度和響應(yīng)時間受到很大的影響。甚至會使伺服放大器不能在正常調(diào)節(jié)范圍內(nèi)工作。所以對這類慣量應(yīng)避免使用。推薦對伺服電機慣量Jm 和負載慣量Jl之間的關(guān)系如下:
1<=Jl/Jm<5
2.負載轉(zhuǎn)矩的計算方法加到伺服電機軸上的負載轉(zhuǎn)矩計算公式,因機械而異。但不論何種機械,都應(yīng)計算出折算到電機軸上的負載轉(zhuǎn)矩。通常,折算到伺服電機軸上的負載轉(zhuǎn)矩可由下列公式計算:
Tl=(F*L/2πμ)+T0
式中:Tl折算到電機軸上的負載轉(zhuǎn)矩(N.M)
F軸向移動工作臺時所需要的力
L電機軸每轉(zhuǎn)的機械位移量(M)
To滾珠絲杠螺母,軸承部分摩擦轉(zhuǎn)矩折算到伺服電機軸上的值(N.M)
μ驅(qū)動系統(tǒng)的效率
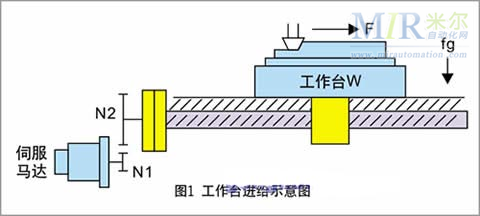
F取決于工作臺的重量,摩擦系數(shù),水平或垂直方向的切削力,是否使用了平衡塊(用在垂直軸)。如果是水平方向,F(xiàn)軸的值由上圖例給出。
無切削時: F=μ*(W+fg)
切削時: F="Fc"+μ*(W+fg+Fcf)
W:滑塊的重量(工作臺與工件)Kg
μ:摩擦系數(shù)
Fc:切削力的反作用力
fg:用鑲條固緊力
Fcf:由于切削力靠在滑塊表面作用在工作臺上的力(kg)即工作臺壓向?qū)к壍恼驂毫Α?br />
計算轉(zhuǎn)矩時下列幾點應(yīng)特別注意。
(a)由于鑲條產(chǎn)生的摩擦轉(zhuǎn)矩必須充分地考慮。通常,僅僅從滑塊的重量和摩擦系數(shù)來計算的轉(zhuǎn)矩很小的。請?zhí)貏e注意由于鑲條加緊以及滑塊表面的精度誤差所產(chǎn)生的力矩。
(b)由于軸承,螺母的預(yù)加載,以及絲杠的預(yù)緊力滾珠接觸面的摩擦等所產(chǎn)生的轉(zhuǎn)矩均不能忽略。尤其是小型輕重量的設(shè)備。這樣的轉(zhuǎn)矩回應(yīng)影響整個轉(zhuǎn)矩。所以要特別注意。
(c)切削力的反作用力會使工作臺的摩擦增加,以此承受切削反作用力的點與承受驅(qū)動力的點通常是分離的。如圖所示,在承受大的切削反作用力的瞬間,滑塊表面的負載也增加。當計算切削期間的轉(zhuǎn)矩時,由于這一載荷而引起的摩擦轉(zhuǎn)矩的增加應(yīng)給予考慮。
(d)摩擦轉(zhuǎn)矩受進給速率的影響很大,必須研究測量因速度工作臺支撐物(滑塊,滾珠,壓力),滑塊表面材料及潤滑條件的改變而引起的摩擦的變化。已得出正確的數(shù)值。
(e)通常,即使在同一臺的機械上,隨調(diào)整條件,周圍溫度,或潤滑條件等因素而變化。當計算負載轉(zhuǎn)矩時,請盡量借助測量同種機械上而積累的參數(shù),來得到正確的數(shù)據(jù)。
3.負載慣量的計算。由電機驅(qū)動的所有運動部件,無論旋轉(zhuǎn)運動的部件,還是直線運動的部件,都成為電機的負載慣量。電機軸上的負載總慣量可以通過計算各個被驅(qū)動的部件的慣量,并按一定的規(guī)律將其相加得到。
1)圓柱體慣量 如滾珠絲杠,齒輪等圍繞其中心軸旋轉(zhuǎn)時的慣量可按下面公式計算:
J=(πγ/32)*D4L(kg cm2)
如機構(gòu)為鋼材,則可按下面公式計算:
J=(0.78*10-6)*D4L(kg cm2)
式中: γ材料的密度(kg/cm2)
D圓柱體的直經(jīng)(cm)
L圓柱體的長度(cm)
2)軸向移動物體的慣量工件,工作臺等軸向移動物體的慣量,可由下面公式得出:
J=W*(L/2π)2 (kg cm2)
式中: W直線移動物體的重量(kg)
L電機每轉(zhuǎn)在直線方向移動的距離(cm)
3)圓柱體圍繞中心運動時的慣量如圖所示:
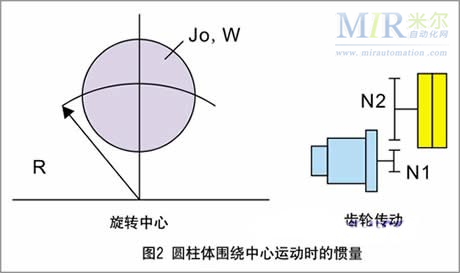
屬于這種情況的例子:如大直經(jīng)的齒輪,為了減少慣量,往往在圓盤上挖出分布均勻的孔這時的慣量可以這樣計算:
J=Jo+W*R2(kg cm2)
式中:Jo為圓柱體圍繞其中心線旋轉(zhuǎn)時的慣量(kgcm2)
W圓柱體的重量(kg)
R旋轉(zhuǎn)半徑(cm)
4)相對電機軸機械變速的慣量計算將上圖所示的負載慣量Jo折算到電機軸上的計算方法如下:
J=(N1/N2)2Jo
式中:N1 N2為齒輪的齒數(shù)
4.電機加速或減速時的轉(zhuǎn)矩
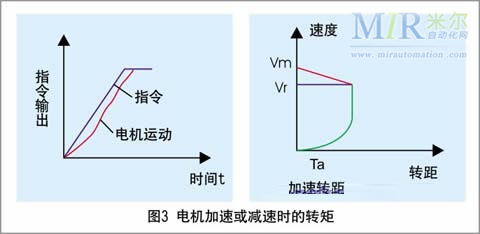
1)按線性加減速時加速轉(zhuǎn)矩計算如下:
Ta=(2πVm/60*104) *1/ta(Jm+JL)(1-e-ks。ta)
Vr=Vm{1-1/ta.ks(1-e-ksta)
Ta加速轉(zhuǎn)矩(N.M)
Vm快速移動時的電機轉(zhuǎn)速(r/min)
Ta加速時間(sec)
Jm電機慣量(N.m.s2)
JL負載慣量(N.m.s2)
Vr加速轉(zhuǎn)矩開始減少的點
Ks伺服系統(tǒng)位置環(huán)增益(sec-1)
電機按指數(shù)曲線加速時的加速轉(zhuǎn)矩曲線如下圖:
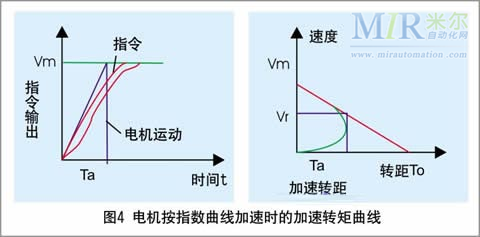
此時,速度為零的轉(zhuǎn)矩To可由下面公式給出:
To==(2πVm/60*104) *1/te(Jm+JL)
Te指數(shù)曲線加減速時間常數(shù)
2)當輸入階段性速度指令時,它的速度曲線與轉(zhuǎn)矩曲線如圖4所示。
這時的加速轉(zhuǎn)矩Ta相當于To,可由下面公式求得(ts=ks),
Ta==(2πVm/60*104)*1/ts(Jm+JL)。
5.工作機械頻繁啟動,制動時所需轉(zhuǎn)矩,當工作機械作頻繁啟動,制動時,必須檢查電機是否過熱,為此需計算在一個周期內(nèi)電機轉(zhuǎn)矩的均方根值,并且應(yīng)使此均方根值小于電機的連續(xù)轉(zhuǎn)矩。電機的均方根值:
Trms=√[(Ta+Tf)2t1+Tf2t2+(Ta-Tf)2t1+To2t3]/T周
式中: Ta加速轉(zhuǎn)矩(N.M)
Tf摩擦轉(zhuǎn)矩(N.M)
To在停止期間的轉(zhuǎn)矩(N。M)
t1t2t3t周 所知的時間可參見圖5所示。

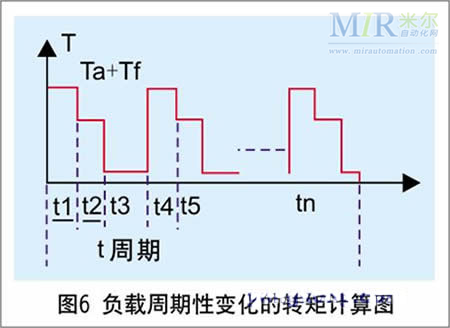
6.負載周期性變化的轉(zhuǎn)矩計算(如圖6所示),也需要計算出一個周期中的轉(zhuǎn)矩均方根值Trms。且該值小于額定轉(zhuǎn)矩。這樣電機才不會過熱,正常工作。
二、負載慣量的限制
負載慣量與電機的響應(yīng)和快速移動ACC/DEC時間息息相關(guān)。帶大慣量負載時,當速度指令變化時,電機需較長的時間才能到達這一速度,當二軸同步插補進行圓弧高速切削時大慣量的負載產(chǎn)生的誤差會比小慣量的大一些。
通常,當負載慣量小于電機慣量時上述提及的問題一般不會發(fā)生。如果高于5倍馬達轉(zhuǎn)子慣量,一般伺服會出現(xiàn)不良反應(yīng),像高速激光切割機床,在設(shè)計時就要考慮負載慣量低于電機轉(zhuǎn)子慣量。廣州博瑋伺服科技BWS伺服驅(qū)動器與伺服馬達在此方面有它特有的優(yōu)勢,負載慣量比高,應(yīng)用在此行業(yè)廣州博瑋伺服科技BWS伺服的優(yōu)勢更為顯著。