
作 者:湖北大學 物理學與電子技術學院 胡東紅 李 朗 張 玲 馬已力
前言
磨床是利用磨具對工件表面進行磨削加工的精密機床[1]。磨床可以加工硬度很高的材料,能做高精度和表面粗糙度很小的磨削,也能進行高效率的磨削[2],在汽車制造業、機床制造、電力、船舶、航空航天等領域有著廣泛的應用。
磨床種類繁多,按其工作性質,常見的磨床種類可以劃分為外圓磨床、平面磨床、內圓磨床、工具(刀具)磨床、無心磨床、非圓磨削機床、軋輥磨床、復合磨削加工單元、立式磨床等等[3~6]。
隨著磨床工業向自動化方向的發展,自動測量裝置應用到了磨床上,并在機械加工中扮演了重要的作用[6]。量儀是用來在機械加工過程中,對工件的尺寸進行實時的在線測量,將測得的參數傳遞給控制裝置,然后控制裝置根據得到的數據自動的調整加工過程,向磨床發出粗磨、精磨、光磨和到尺寸的控制信號。它擺脫了對操作人員的依賴,減小了誤差,從而提高了生產效率和產品質量,也降低了廢品率[8~11]。
目前,量儀種類繁多,根據量儀中傳感器的種類劃分[12]有:機械式、光學式、超聲波式、電子式和氣動式等。現有的機械加工在線測量方法大多用于為實時誤差補償提供反饋信息[13]。
在外圓磨床數控系統中常采用徑向量儀主動測量技術,實現外圓磨加工的主動在線測量[14][15]。在具體的磨削加工中,有些工件往往需要多段磨削,為了提高精度,可以在安裝徑向量儀實時監控磨削過程,但出于成本的考慮,很難在需要磨削的每一段都安裝徑向量儀。因此,本文提出一種通過徑向量儀調整工件坐標原點的方法,從而提高多段磨削精度,同時降低了成本。
坐標原點與坐標原點補償
磨床的坐標系以及磨床的主要部件如圖1所示。磨床的主要部件包括固定在工作臺上的金剛筆、工件和徑向量儀測頭,固定在砂輪架上的成型砂輪和端面量儀測頭。磨床的坐標系可以分為機床坐標系xmomzm、工件坐標系xpopzp和砂輪坐標系xwowzw。
一般以成型砂輪上的某一點(通常取左下角)為砂輪坐標系原點,如圖1所示,ow即為砂輪坐標系原點,當金剛筆尖運動到ow點時,機床坐標系的坐標值即為砂輪坐標系原點在機床坐標系中的坐標值。成型砂輪的形狀由構成成型砂輪輪廓的線段和圓弧構成,如圖2所示,成型砂輪的形狀可以由一系列點a0,a1,…,a7在砂輪坐標系中的坐標值描述,其中a5可以定義為砂輪坐標系原點,在機床坐標系中的坐標值記為(xwa,zwa)。砂輪經過修整后,砂輪形狀輪廓由一系列點b0,b1,…,b7描述,其中b5為新的砂輪坐標系坐標原點,在機床坐標系中的坐標值記為(xwb,zwb)。沿x方向和z方向修整量分別記為δx,δz。
砂輪修整前,當a5點運動到工件坐標原點op點,此時機床坐標系顯示的坐標值即為當前工件坐標系坐標原點在機床坐標系中的坐標值,記為(xpa,zpa)。砂輪經過修整后,當b5點運動到工件坐標原點op點時,機床坐標系顯示的坐標值即為當前工件坐標系坐標原點在機床坐標系中的坐標值,記為(xpb,zpb)。有如下關系:
xwb=xwa-δx
zwb=zwa-δz
xpb=xpa-δx
zpb=zpa-δz
砂輪磨削工件的過程可以理解為砂輪原點ow在工件坐標系xpopzp中運動,所以,工件坐標系坐標方向如圖1所示。而砂輪修整的過程則可以理解為金剛筆在砂輪坐標系xwowzw中運動,所以,砂輪坐標系方向正好與工件坐標系方向相反。
這樣,磨削加工的過程可以在工件坐標系中用g代碼語言描述,砂輪修整的過程,可以在砂輪坐標系中用g代碼語言描述。砂輪修整后,調整工件坐標原點和砂輪修整原點,而描述磨削加工和描述砂輪修整g代碼語言都可以保持不變。從而便于理解,也簡化了編程。
多段磨削方式下工件坐標原點補償方式的改進
有些工件需要多段磨削,如圖3所示,工件坐標系xpopzp。a段最終磨削尺寸為xa,b段最終磨削尺寸為xb。在沒有徑向量儀的情況下,砂輪在工件坐標系中,對準a段,沿x軸負方向行走到工件坐標位置xa;砂輪對準b段,沿x軸負方向行走到工件坐標位置xb。對大多數中低檔磨床而言,精度只能保持在幾個絲的水平。
為了提高精度,可以在安裝徑向量儀實時監控磨削過程,這樣可以把磨削尺寸精度提高到微米級。由于成本的考慮,很難在需要磨削的每一段都安裝徑向量儀。為此,提出一種通過徑向量儀調整工件坐標原點,從而提高多段磨削精度的方法。具體方法如下。
如圖3所示,在工件a段安裝徑向量儀,在砂輪對a段進行磨削時,實時監控a段工件尺寸。一旦徑向量儀給出相應的尺寸信號,砂輪停止進給。此時,工件的真實尺寸為xa,而此時砂輪在工件坐標系下的x坐標讀數記為xa`,此讀數xa`往往偏離預設的工件尺寸xa。調整工件坐標原點,使得當前砂輪在工件坐標系下的x坐標讀數由xa`變換為xa。
工件坐標原點調整前,砂輪x坐標位置為xa`,工件坐標原點為xp,此時砂輪在機床坐標系下的坐標為xa`+xp;工件坐標原點調整后,砂輪x坐標位置為xa,工件坐標原點為xp`,此時砂輪在機床坐標系下的坐標為xa+xp`。由于工件坐標原點調整前后,砂輪位置并沒有變化,因此有如下等式xa`+xp =xa+xp`成立,調整后的工件坐標原點xp`為
xp`=xa`+xp-xa
在調整后的工件坐標系下,砂輪行走到b段起始位置,對b段進行磨削,到達工件坐標系x坐標位置xb。整個磨削過程完畢。
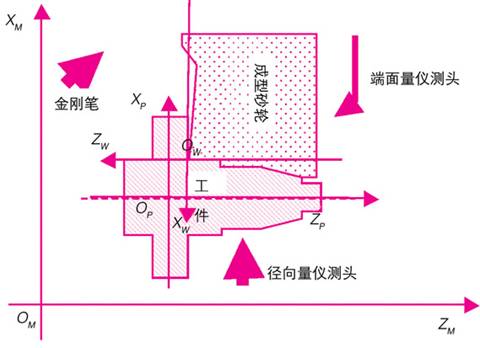
圖1 磨床的坐標系以及磨床主要部件
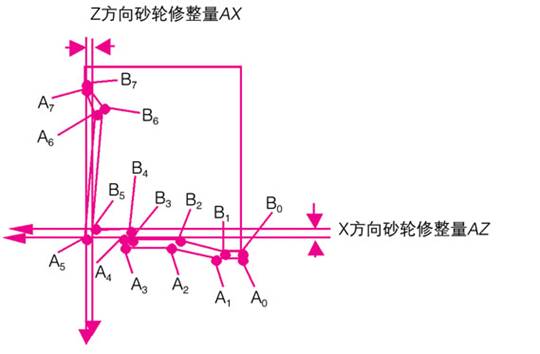
圖2 砂輪修整量與砂輪坐標原點的調整
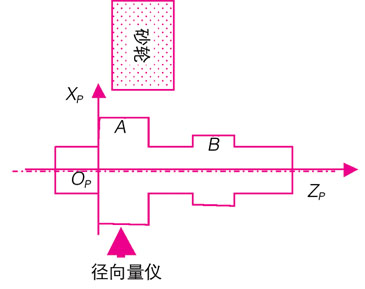
圖3 多段磨削下通過徑向量儀調整工件坐標原點
結論
1)傳統的基于砂輪修整量進行工件坐標原點補償,有可能因為金剛筆的磨損、機床床身的熱效應、新修整的砂輪的過于鋒利等原因導致補償不準。一個普遍的現象是,每次修整砂輪之后,磨削的第一個工件,尺寸總是偏大或者偏小。通過徑向量儀對工件坐標原點進行調整后,砂輪在a段對工件坐標原點的位置與預設的a段尺寸精確相符,也可以使a段工件尺寸與預設的尺寸精確相符,以此為基準,對b段和其它段進行磨削加工,如同對砂輪行走的精確性做了一次實時校正,可以有效地消除砂輪鋒利程度、機床熱效應、金剛筆磨損等原因引起的補償誤差。
2)可以采用工件坐標原點雙補償的方法。首先在砂輪修整后,即對工件坐標原點進行補償;然后,令砂輪對裝有量儀的a段進行磨削,根據磨削的結果,再次調整工件坐標原點。
3)也可以取消砂輪修整后的工件坐標原點補償。這樣做的效果是,由于砂輪修整后,砂輪半徑比原來減少了δx。平均來說,砂輪要以粗磨的速度多行走δx的距離,才能達到砂輪修整之前接近工件的程度。但是,這點細微的差別在對a段進行磨削之后,就不存在了。
4)無論工件坐標原點采用什么方法補償,砂輪修整原點的補償仍然應該是每修整一次,就調整一次,修整多少,就調整多少。砂輪修整原點與砂輪實際尺寸位置一致。
作者簡介
胡東紅(1966-) 男 博士后/副教授,主要研究方向:高檔數控技術。
參考文獻
[1] 國際斯來福臨集團的高性能磨床.wmem,2007(2):99~100.
[2] 劉興國.國內外超高速磨削的現狀[j].機械工人(冷加工),2004(9):16~22.
[3] 陳美福.對發展我國數控磨床的淺見[j].世界制造技術與裝備市場,2006(5):5.
[4] 胡東紅,王平江,陳吉紅,等.外圓磨床數控系統研究[j].機床與液壓,2009(5) .
[5] choi hyu, kim jeong du. development of monitoring system on the diamond tool wear. international journal of machine tools and manufacture [int j mach tools manuf], 1999, 39(3): 505~515.
[6] frederick m. proctor, james s. albus. open-architecture controllers. ieee spectrum, june 1997.
[7] 熊清平.數控系統技術的發展趨勢[j].機電工程技術,2004(09) .
[8] 王鴻偉.磨加工過程中的主動測量儀[j].軸承,2001(04).
[9] 楊琦.數控機床中在線測量的控制及通信[j].現代零部件,2005(07).
[10] 辛德璽,孫濤.機械加工中的主動測量儀控制[j].中國集體經濟(下半月),2007(05).
[11] 喻紅,胡乾斌,張曰敏,等.外圓磨床的在線檢測及數控系統[j].機械與電子,1998(01).
[12] 王清明,盧澤生,董申,等.機械加工在線測量技術綜述[j].計量技術,1999(04).
[13] 楊斌.微米級自動測量儀的設計[d].北京:北京交通大學,2009.
[14] j. s . chen. , thermal erro rmodelling for real-time error compensation int j. adv . manuf . techno l 1996 (12).
[15] j. mou. , an innovative approach to increase the accuracy of multi-axis machines for process-inspection journal of manufacturing science and engineering 1996 vo l 118.