
摘? 要: 介紹了一種對電動工具用的小型電機轉子進行動平衡" title="動平衡">動平衡的半自動去重系統。該系統由動平衡測試機、去重機床、PC機、單片機、多功能采集卡及其它電路組成。重點闡述了去重機軟、硬件的設計過程。
關鍵詞: 動平衡?? 電機轉子? 單片機
?
普通電動工具用的小型電機轉子是通過在硅鋼片上繞漆包線做成的,硅鋼片、風葉和換向環等均通過沖壓機裝配而成。當電機轉子高速旋轉時會產生很大的振動,不僅帶來較大的噪聲,而且會減短電動工具本身的壽命,因此必須進行動平衡校正。動平衡校正設備可分為三大類:全自動一體化動平衡校正機、半自動動平衡校正機以及手工校正機。手工校正機采用在動平衡測試機上測量其動不平衡量,然后根據測試量進行人工鉆或銑削去重的動平衡方法,完成一個轉子的動平衡一般常需要重復4~5次的測試和去重,生產效率低下,平衡精度也不高,且轉子上的切槽較多。但由于國內勞動力相對廉價,資本投入少,目前仍被中小企業廣泛采納。國外的全自動一體化動平衡校正機雖然平衡精度、生產效率等較高,但價格高、結構復雜、對不同規格的轉子適應性差,因而不大適合中小企業加工轉子的規格經常變換的現狀。半自動動平衡校正機與全自動一體化動平衡校正機的主要區別在于半自動動平衡校正機在裝夾上需要人的干涉,在效率上不及全自動一體化動平衡校正機高,但其對轉子的適應性更強、價格更便宜。在目前國內人力成本比較低的情況下,采用半自動動平衡校正機應該更加適合中小企業。本文介紹的電機轉子動平衡去重機即為半自動的,具有操作方便、平衡精度高、價格適中、生產效率高的特點,具有廣闊的市場前景。
1 整體設計
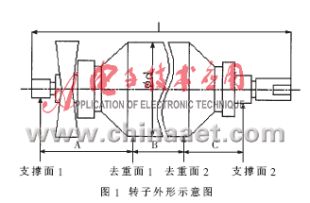
轉子動平衡校正一般有配重和去重兩種方法。供電動工具用的電機轉子一般均采用去重的方法,其轉子的外形如圖1所示。
?
本文所介紹的轉子動平衡去重系統由動平衡測試機和數控去重機二工位組成,操作工人主要負責轉子的裝卸以及對兩機器的啟停管理。動平衡測試機采用相應精度的市售商品,其輸出量是轉子不平衡量在設定分解面內分解后的幅值和相位的電壓值,以及精度、放大倍數等信號量。控制系統采用上位機" title="上位機">上位機和下位機" title="下位機">下位機。上位機通過采集卡獲取動平衡測試機上的不平衡量數據,然后生成動平衡去重策略。有一定的計算量,同時也需要良好的交互性,因此采用PC機作為上位機。下位機控制去重機的具體運行,與硬件的關系密切,故采用單片機作為下位機。上位機和下位機兩者之間的通訊通過RS232通訊協議來實現。該系統的主要工作流程如下:首先用測試機測得待平衡轉子的不平衡量,然后PC機通過數據采集卡采集不平衡量,按照相應的分解策略生成一個最優的去重策略,并轉化成單片機可直接操作的代碼,最后把這個代碼通過串口" title="串口">串口傳送給數控去重機的控制器,待平衡轉子安裝完后即可啟動數控去重機進行動平衡切削。在此過程中,將另一轉子放置在動平衡測試機上,開始測量等待加工。將剛加工完的轉子卸下后再進行測量,而剛才已測量好的轉子則安裝后即可加工。正常情況下,一個操作工人可管理兩臺機器。
2 系統硬件電路設計
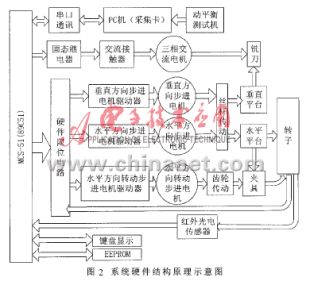
硬件設計包括去重機的設計和去重機控制器電路的設計。根據動平衡的要求,需要確定相位基準信號,這里采用一路紅外線光電傳感器來識別基準信號;為了精確控制切削量以及去重位置,需要定位轉子的切削角度、刀具水平的移動量以及刀具切削深度的進給量,這里采用三臺步進電機" title="步進電機">步進電機來分別控制機床水平平臺的水平方向移動、垂直平臺的垂直方向移動和水平平臺上的夾具的轉動(其中,轉子被固定在水平平臺的夾具上,刀具被固定在垂直平臺上);為了防止去重機失控,在水平平臺的導軌和垂直平臺的導軌上分別有兩個行程開關來控制兩個平臺行走的水平極限位置和垂直極限位置;刀具采用圓銑刀,通過一臺普通的三相異步電機經同步帶來帶動。控制部分采用51系列單片機作為控制核心,分別控制三臺步進電機的進給量和接收紅外線傳感器傳來的基準信號。另外,還包括一些具有輔助功能的部分,如用于保存零點等參數信息的EEPROM模塊,用于通訊的RS232接口,用于調整高度對零的鍵盤和顯示部分,用于控制夾具氣閥的接口,用于控制交流電機啟停的模塊等。其原理結構示意圖如圖2所示。
?
?
3 軟件設計
該系統的軟機主要由上位PC機程序、下位單片機程序、上位機與下位機通訊程序三部分組成。
上位PC機程序(其流程圖如圖3所示)完成的功能是通過采集卡采集被加工轉子的不平衡量信息,然后進行數據的合法性檢查,再根據這個信息來判斷這個轉子的不平衡量是否在可加工的范圍之內。如果該轉子的不平衡量在可加工的范圍之內,就根據去重策略把不平衡量進行分解,轉換成下位機可以識別的代碼。該程序的核心部分是去重策略的產生,下面用偽代碼的形式來闡述該部分。
?

?
兩個假設1,第i次采集進來的不平衡量為:幅值=unbala(i)克,相位=angle(i)度, i=1,2,3...2,每個爪極的最大去重量是有限制的,現設每個爪極允許的最大去重量為max克算法開始:
根據采集進來的unbala(i),預先估算該轉子是否可以在本系統中實現平衡,如果不可以就報告轉子無法平衡;
備份上一次去重策略結果,如果是第一次去重,就不備份去重策略;
do{
if(第一次去重)
{??? if(unbala(1)<=max)
???????? 從基準位置轉過angle(1)度,進行去重,去
???????????????????? ?重量為unbala(1);
? ??? else
?????? {??????? 把unbala(1)分解到相鄰的三個爪極上,中間
?????????? ??? 一個爪極位置為從基準位置逆時針轉過angle(1)
????????????? 度的地方,去重量為max,與該爪極相鄰的兩個
????????????? 爪極的去重量均為:(unbala(1)-max)/2/cos(相臨
????????????? 兩爪極間夾角);}
?????? 保存第一次去重策略結果;?}
?????? else
????{? 檢查angle(i)是否和保存的策略中的相位值有重合,若有重合,存儲重合的結果;if(有重合)
????{?? 把相位重合處的量和新采集到的量進行向量相加,然后把這個量當成采集進來的量;}
按照第一次去重對待來生成本次去重策略;
把本次去重策略和以前存儲的去重策略進行比較,查看是否有相位的重合,如果有重合,而且兩者量的疊加沒有超過max,或者超過了max,但可以把疊加后的量分配到相鄰的爪極上,使每個爪極上的去重量小于max,就生成新的去重策略,同時刷新存儲的去重策略,否則就報告轉子無法平衡;
}
然后根據生成的去重策略,求出各個爪極上的去重
????量的質心位置x(相對于校正平面,在兩個校正平面的
????之間為正,其余為負),并把各個爪極上的質心位置
????乘以去重量進行合成,記為M,如果M在允許的偏差
????范圍之內,就不修改去重策略,同時更新備份的去
????重策略;否則,就按照簡支梁的模型(其中以兩個校
????正面為支點)把偏離校正平面的質量分解到左右兩
????個校正面上,然后把這兩個量分別和原來的校正面
????上的不平衡量進行向量合成,同時把去重策略結果
????用備份的策略結果來替代。
}while(如果超出允許的偏差范圍);
下位機程序按模塊化進行設計。模塊按照其實現的功能劃分(如圖4所示),主要可以劃分為:響應鍵盤輸入顯示模塊、響應串口輸入模塊、控制步進電機轉動模塊、操作EEPROM模塊、看門狗模塊等。響應鍵盤輸入模塊主要接收鍵盤輸入及顯示,同時執行鍵盤的各個功能鍵的功能程序,如調零點。控制步進電機轉動模塊的功能是按照收到的數據來識別哪個步進電機需要轉動,然后再根據收到的數據發送相應的脈沖給該步進電機。如果需要多臺步進電機執行動作,可以循環執行上述過程。
?

????圖5是響應串口輸入模塊的流程圖,采用了串口中斷的方法。其流程如下:先接收幀長度(一字節),即本幀要發送的數據量,包括表示幀長度的這個字節;再接收其余的數據,同時把收到的除最后一個字節外的數據相加求和;然后把這個和數對256取余并與最后接收到的一個字節的數據進行比較,如果相同,就發送一個接收正確的代碼給PC機并處理接收到的數據,否則發送一個接收錯誤的代碼給PC機,要求重發數據并清除接收到的數據。
?

?
上位機和下位機之間的通訊程序由PC機部分和單片機部分組成。PC機部分把生成的關于如何去重的代碼按照規定的格式填入發送幀中,然后把幀通過串口發送給下位機,同時接收一些單片機傳來的反饋信號。單片機部分主要是識別串口有否信號傳來,并把接收到的幀按照約定的格式翻譯成指導步進電機轉動的脈沖數,以備后用;并發送加工完畢、接收正確與否等反饋信號。其中幀的格式如下:
?

?
????第一字節是幀長度,第二字節是特征碼,中間有若干個字節是有效數據,最后一個字節是校驗和。其中第一字節數據的意義已經在前面提及;第二字節數據用以表示本幀的用途,如該字節為“1”表示接收零點信息,其后的有效數據就是關于零點的x,y值,該字節如果為“2”表示自動去重,其后的有效數據表示執行去重的具體代碼;最后一個字節是校驗和,用于校核發送方發送的數據和接收方接收的數據是否一致。
4 可靠性設計
因為對電機轉子進行動平衡加工時已經處于整個轉子加工的最后階段,一旦報廢,不僅浪費材料,而且也浪費前面大量的工時,因此損失比較嚴重。故對系統的可靠性提出了較高的要求。考慮到工廠現場環境較惡劣,因此在硬件設計上對輸入輸出的數據均采用了光耦隔離,單片機系統也加設了看門狗電路;在軟件上,對輸入輸出的數據進行多重的合法性檢測,在軟件的操作設計上,盡量避免誤操作引起轉子報廢。
?
參考文獻
1 葉能安,余汝生.動平衡原理與動平衡機.武漢:華中工業學院出版社,1985
2 何立民.MCS-51系列單片機應用系統設計.北京:北京航空航天大學出版社,1990