1 引言
染色工序在紡織品生產中占有重要地位,染色質量直接決定了紡織品的色澤、外觀,甚至還影響紡織品的生產成本。在染色工序中,影響染色的因素主要有染液濃度、溫度、液位等,其中溫度控制" title="溫度控制">溫度控制是很重要而又復雜的控制過程。染色過程實際上是執行由工藝人員針對不同織物的一條溫度曲線,每個工藝對染色的溫度、升降溫過程都有嚴格的要求,否則,容易使織物產生色差、缸差、條痕等疵點,造成復染率上升,生產成本的增加。針對染色過程溫度控制的復雜性,設計了基于PLC 的染色機溫度控制系統,實現對染色過程溫度的控制,從而減少織物疵點,提高生產效率,降低生產成本。
2 系統控制要求
1)溫度曲線存儲要求對于不同的染色品種,其對溫度的要求是不同的,因此對應的溫度工藝曲線也是不同的,若將所有染色品種的溫度工藝曲線都存入現場溫度控制器中,則對該控制器的內存要求非常高,導致系統臃腫,因此本系統設計通過一臺中控機,將工藝人員設定的不同的溫度工藝曲線,全部由工作人員在中控機上輸入后經PROFIBUS—DP 現場總線下傳給現場控制器" title="現場控制器">現場控制器,現場控制器根據接收的溫度工藝曲線進行溫度控制,同時現場控制器可以隨時向中控機申請修改溫度工
藝曲線的參數。在網絡中斷時,現場控制器可以保存當前的溫度工藝曲線,并且具有斷電長期保存當前溫度" title="當前溫度">當前溫度曲線的功能。
2)溫度控制要求
在染色工藝過程中,典型的工藝曲線如圖1 下所示:
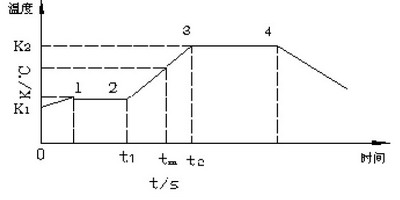
圖1 典型的工藝曲線
由圖 1 可知,染色工藝可以分為多個曲線段,不同的曲線段對應不同的溫度。對染色過程的溫度控制主要是對染槽升溫、保溫、降溫,結合生產的實際要求又將升溫分為直接升溫到指定溫度和按斜率準確地升溫到指定溫度;同理,降溫也分為直接降溫到指定溫度和根據斜率準確地降溫到指定溫度。因此溫度控制分為五個子程序" title="子程序">子程序:直接升溫、按斜率升溫、保溫、直接降溫、按斜率降溫。直接升溫還是斜率升溫、直接降溫還是斜率降溫根據實際需要通過中控機設定,而后由現場控制器PLC 的主程序" title="主程序">主程序調用相應子程序。
3)報警及顯示功能
為系統設置了一個 TD 200 文本顯示器,顯示染色過程中的一些操作和報警信息,該顯示器適用于所有西門子S7-200 系列的PLC。
4)中控機監控要求
采用西門子公司的WINCC 實現中控機對現場PLC 的監控,主要實現當前溫度顯示、動態溫度曲線顯示、溫度等參數設置、報警記錄和打印報表等功能。
3 系統的硬件構成
本系統采用西門子公司推出的 S7-200PLC 作為現場控制器,選用CPU226 主機模塊;通過CP5613 卡完成現場控制器同中控機之間的通信。現場控制器S7-200 擴展了一塊智能溫度數據采集模塊EM231,該模塊帶有4 個模擬輸入點,集成有16 位/轉換器,分辨率達0.1℃,能自動進行線性化處理,有冷端補償功能,不再需要外部變送器,一個模塊就能完成數據采集及數據處理功能。系統的溫度信號的檢測采用鉑電阻PT100,鉑電阻具有測量精度高、性能穩定可靠的特點,在工業上廣泛用于-200℃~+500℃之間的溫度測量。由于現場控制器S7-200 不能直接同PROFIBUS—DP 現場總線相連,因而為S7-200 外擴了PROFIBUSDP 模塊EM277。
對于不同的染色品種,對應的溫度工藝曲線也是不同的,若將所有可能用到的溫度曲線存入現場控制器中,則對現場控制器的內存要求很高,因此本系統設計通過中控機,將工藝人員設定的不同的溫度工藝曲線,全部由工作人員在中控機上輸入后經PROFIBUS—DP 現場總線下傳給現場控制器,現場控制器根據接收的溫度工藝曲線進行溫度控制,同時現場控制器可以隨時向中控機申請修改溫度工藝曲線的參數。在網絡中斷時,現場控制器可以保存當前的溫度工藝曲線,并且具有斷電長期保存當前溫度曲線的功能,同時可以將現場的溫度等信號上傳至中控機,形成監控界面,如果需要可以通過網卡將中控機同工廠信息網以及Internet 網相連,實現底層到高層的信息共享。系統的結構圖如圖2 所示。

4 系統的軟件設計
由圖 1 可知,染色工藝可以分為幾個曲線段,不同的曲線段對應不同的目的溫度、升降溫時間、保溫時間。對染色過程的溫度控制主要是對染槽升溫、保溫、降溫,結合生產的實際要求又將升溫分為直接升溫到指定溫度和按斜率準確地升溫到指定溫度;同理,降溫也分為直接降溫到指定溫度和根據斜率準確地降溫到指定溫度。因此溫度控制分為五個子程序:直接升溫、按斜率升溫、保溫、直接降溫、按斜率降溫。直接升溫還是斜率升溫、直接降溫還是斜率降溫根據實際需要通過中控機設定,而后由現場控制器PLC 的主程序調用相應子程序。由于間歇式染色機的染缸體積較大,加熱管道與冷水管道相對較小,造成比較大的溫度慣性,一般可將其認為是一種具有純滯后大慣性的被控對象,因而在升/降溫段采用趨勢判斷補償法,如果是升溫,則在溫度到達T 目標溫度-△Ti 時停止升溫;若是降溫,則在溫度到達T 目標溫度+△Tj 時,停止降溫,其中△Ti、△Tj 為補償溫度。由于溫度控制的程序都在現場控制器PLC中,但是染色工藝參數是從中控機下傳給PLC的,因而在PLC 的主程序中,需要根據接收到的來自中控機的數據進行判別,再執行相應的子程序。在下傳的數據中包括目標溫度、斜率、保溫時間等,因而PLC 可以根據這些數值判斷升溫、保溫、還是降溫。但是判斷升溫、降溫、保溫,光憑目標溫度、斜率、保溫時間不能得到精確的判斷,因而使用前一曲線段的目標溫度輔助進行判斷。由下面溫度控制判斷表1 表示。(說明:T*為本曲線段的目標溫度,T*′為前一曲線段的目標溫度)

表1 溫度控制判斷表
根據表1,PLC 可以進行染色過程的溫度控制。
下面以斜率降溫為例,說明 PLC 的溫控過程。首先在主程序中判斷當前目標溫度是否小于上一步目標溫度,再判斷斜率不等于零,若滿足這兩個條件,就按照指定斜率降溫。在斜率降溫時,將降溫段曲線按時間分成若干個相等的小間隔,對每一小間隔計算出相應的溫度作為這
一小段的溫度給定值,因而工藝曲線的降溫段可以用階梯性表示,如圖3 所示,又因為染機的大慣性,因而降溫曲線段可由圖4 表示。只要每一間隔的時間足夠小,則計算的每一間隔的溫度給定值與理想值的偏差就可忽略。本系統采用采樣時間將降溫段曲線分成相
兩次目標溫度比較斜率K 保溫時間t 當前動作圖示
K≠0 t="0" 按斜率升溫
T*-T*′>0 K≠0 t≠0 按斜率升溫后保溫
K=0 t="0" 直接升溫
K=0 t≠0 直接升溫后保溫
K≠0 t="0" ERROR
T*-T*′=0 K≠0 t≠0 保溫
K=0 t="0" ERROR
K=0 t≠0 保溫
K≠0 t="0" 按斜率降溫
T*-T*′<0 K≠0 t≠0 按斜率降溫后保溫
K=0 t="0" 直接降溫
K=0 t≠0 直接降溫后保溫
等的小間隔,每個間隔的溫度設定值可由下式計算(其中 T 設J 為每一間隔的溫度給定值):
同理,根據采樣周期" title="采樣周期">采樣周期、降溫斜率計算出降溫時間 t,再計算總采樣周期數N、溫差△T(其中T0 為溫控前的實際溫度,KJ 為降溫斜率,Tt 為采樣周期,T 為當前溫度):
△T= T -T 設J
在斜率降溫時,為了能準確的控制溫度值,設定了差溫報警值Te 和控制輸出域值Tc,根據溫差△T 與它們的比較,得出以下控制規律:
a. △T>0
1. △T≥Te,則全開冷卻閥并顯示“降溫太慢”,同時報警。
2. Tc<△T<Te,則開始PID 控制,得出控制量U 作為冷卻閥開啟時間。
3. △T<Tc,自然動作,當前采樣周期數加1。
b. △T <0
1.|△T|≥Te,全開加熱閥并顯示“降溫太快”,同時報警。
2.|△T|<Te, 關閉冷卻閥,并將當前采樣周期數加1。
5 結束語
本系統結構靈活,通過PROFIBUS-DP 總線將現場控制器互連成網,用戶可以在中控機上編輯各種條件下的溫度曲線,通過總線快速下傳給現場的控制器,使其依據接收到的溫度曲線控制染色過程中的溫度,同時可通過PROFIBUS—DP 控制網絡實現現場數據的上載。
本系統不但可以實現溫度控制,而且根據需要還可擴展其他染色工藝過程的控制如水位、液位等參數的控制,具有良好的發展前景。
本文作者創新點:采用S7-200PLC 作為生產現場的控制器,完成溫度控制,本系統能及時準確地控制染色產品的質量,將產品的質量隱患消滅在現場,保證染色一致性和一次準確化;通過PROFIBUS—DP 總線實現快速響應、高效率、低成本生產,大大提高染整設備的自動化、連續化、智能化水平,同時,應用網絡通信技術可為間歇式染色機與染色廠企業信息管理層、互連網的連網提供了基礎,使設備的控制系統具有開放性的體系結構。
參考文獻
[1]商高平,馬伯淵.PROFIBUS—DP 現場總線在反滲透水處理中的應用[J].微計算機信
息,2006,2-1:56-58。
[2] 荊濤,染整設備機電一體化【M】北京:中國紡織出版社,1997,P120-P250
[3] SIEMENS.SIMATIC S7-200 可編程序控制器系統手冊.2000 版
