
摘 要:SC 系列PLC是臺達新推出的一款S系列PLC,主要是增加了總頻寬為130K的高速脈沖輸出和高速計數的功能適合控制伺服系統。本文介紹基于SC系列PLC 的食品機械機電自動化化系統,系統應用臺達觸摸屏DOP-A57GSTD+SC系列可編程控制器 DVP-12SC11T+伺服控制器ASD- A021LA+編碼器ES3-06CN6941+步進電機,設備不大,但是使用的臺達機電產品較全,整個系統由于控制精度高,所以調試較困難。
關鍵字:食品機械投入機 觸摸屏 PLC 伺服 編碼器
1 引言
此系統屬于食品機械的投入機的控制系統,系統包括觸摸屏、可編程控制器、伺服、編碼器、步進電機等,投入機主要功能是把呈帶狀脫氧劑或者是干燥劑,進行切斷,然后按要求投入到包裝線。在整個設備中,控制的主要要求是要切斷準確,切斷的位置偏差要在±5mm以內,而且要求速度可以很快,高速每分鐘要達到170個;因為送料驅動使用的是步進電機,這樣就會要求送料要有反饋,所以從動輪上安裝了編碼器做為反饋信號的來源,由于控制部件的組合以及于機械機構的聯動配合問題,在調試時做了好多次軟件和硬件的改進最后達到了使用要求。
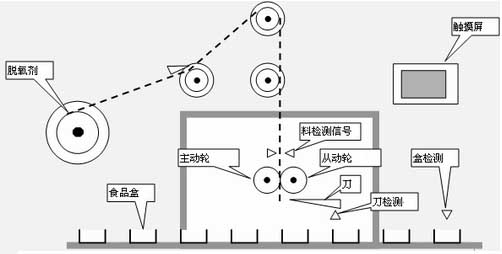
2 食品脫氧劑投入機工藝
因為屬于機械設備的系統,另外,要求精度也高一些,所以工藝過程相對復雜一些,主要要求如下:通過設定不同的料袋長度尺寸和間距,可以加工4種規格的產品;要求實際偏差不得超過±5mm;要求在連續運行時的加工速度要能達到每分鐘170個;要求刀速和步進的速度都能有四個檔的調整;報警上下限設定;偏差微調功能,并且顯示微調值;要求有兩個外部聯動功能,啟動不同的聯動信號可以達到包裝線聯動的功能;要求具有生產計數的功能,可實現計數有效無效的切換。工藝過程如圖1所示。
3 系統設計
3.1電控系統設計
(1)PLC系統需求分析。6個數字量輸入;3個數字量輸出;1個伺服控制;1個步進控制;1個由AB相的編碼器發出的高速脈沖計數。
(2)控制系統配置設計。觸摸屏:臺達DOPA57GSTD;PLC:臺達DVP12SC11T ;伺服控制器:臺達ASD-A021LA;臺達編碼器ES3-06CN6941;步進驅動器和電機;料檢測接近開關;刀位檢測接近開關;外部連動接近開關。
觸摸屏主要是用來顯示和控制、報警、報警上下限設定、采集數據顯示微調、報警數據顯示、記錄產量等;PLC主要是采集數據并計算,控制伺服電機和步進電機的動作,報警的判斷和輸出;伺服電機的作用是用來使切刀可以快速的切斷干燥劑,并且準確的歸位;步進電機的作用是快速的進料,并且進料要十分的準確;編碼的作用是把從動輪的轉動的實際角度采集出來,送給PLC。
3.2控制軟件功能設計
(1)系統的功能要求。可以設定干燥劑的長度和間距,以便可以切不同規格的干燥劑;刀速和步進的速度是可設定的要能夠分成幾個檔位,適應不同的要求;可以設定上下限報警,來控制誤差的范圍;顯示報警畫面、報警信息;報警上下限設定;具有偏差微調功能,并且顯示微調值;要求有兩個外部聯動功能,啟動不同的聯動信號可以達到聯動的功能;要求具有生產計數的功能,可實現計數有效無效的切換;要求具有復位功能,實現故障狀態的復位;除聯動外還能實現連續運行和點動的功能;
(2)技術難點分析。在以上的功能中最重要的功能實現就是步進電機的控制,這也是最難的部分,因為干燥劑長度的準確完全依賴于步進電機所走的行程,如果單純靠固定脈沖數來控制步進電機,那么運行一段時間后一定會出現累計誤差,會使所切的干燥劑長度相同但是會切到料上,所以必須使用編碼器采集回來的脈沖數作為反饋來給步進發脈沖。
(3)HMI(觸摸屏人機界面)畫面設計。主頁;控制畫面;參數設置畫面;步進速度設置畫面;切刀速度設置畫面;報警畫面。
(4)PLC模塊設計。刀和步進速度設定;運行方式控制;復位狀態控制;計數功能;伺服和步進控制;報警控制。
4 機電系統調試
4.1 機電位移脈沖當量
通過反復的試驗得到一個試驗值:就是料每移動1mm編碼器的脈沖數是多少個,在這臺設備上得到的數據是,每移動1mm編碼器的脈沖數是5個,而且相對準確。
4.2 伺服頻率當量
通過反復試驗得到兩個數值:就是為達到每分鐘加工速度為170個,那么對步進和伺服發出的脈沖頻率是多少,經過試驗得到的數據是步進額為 4KHz,而伺服應該是80 KHz;其實,本來可以通過計算可以得到這個數據,但是,由于機械方面的配合和程序有掃描周期的問題,所以不能完全套用計算所得到的數值。
4.3 料位檢測
調整料檢測的高度也是一個比較關鍵的環節,如果不能調整好高度會對切斷的準確性起到決定性作用。
4.4 前機時間
投入的準確性是靠調整前機時間來保證的,在食品盒到達投入口正下方之前要進行切斷動作,而食品盒到達投入口正下方時干燥劑要正好投入到食品盒當中,送料停止到切刀切斷之間的時間就是前機時間。
5 結束語
此設備的使用臺達的機電產品比較多,整合性能比較好,為客戶降低了大量的成本,是單一電控技術平臺為客戶降低成本的很好的實例。針對國內食品機械的自動化程度較低的現狀,還有很多自動化應用工程空間。食品脫氧劑投入機使用了臺達的SC系列PLC來控制臺達伺服系統,達到了使用要求。