
CAM" title="FeatureCAM">FeatureCAM是世界最大的CAM軟件公司英國Delcam公司旗下著名的特征自動識別CAM系統,是基于特征、基于知識、第一個使用自動特征識別AFR技術的全功能CAM軟件,同時具有強大的交互式特征識別IFR功能,支持2~5軸加工中心、車銑復合加工、車削加工及線切割編程。
紡織機械中有一種機械叫高速氣流紡,引入的是德國現代技術。其中有一關鍵零件是傳動凸輪。高速氣流紡的傳動凸輪類型采用了雙螺旋線,而我公司之前一直采用單螺旋線凸輪,國內又沒有加工經驗可供參考。更重要的是,由于該凸輪的工作速度高達8000轉/分,對傳動的準確性、可靠性和噪音的要求都非常高。可以說,能否攻克該凸輪的加工難關,是整個技術引進的關鍵環節。
傳統的加工方法是使用笛卡爾坐標進行點對點計算,數據密集工作量大,且容易出錯;曲線曲面不光滑、容積誤差較大,制造周期長。
這一次,我們嘗試用FeatureCAM編程,利用我公司現有設備,克服傳統制造的缺陷,制造出精確的高速凸輪。從而使CAD/CAM技術真正應用到凸輪設計和制造中,既提高了凸輪設計的效率和加工精度,又縮短了制造周期。特別是在設計和制造形狀結構復雜化零件或曲面或模具時,CAD/CAM技術更顯示其它軟件無法比擬的強大功能和效率。
高速氣流紡傳動凸輪設計、建模、編程思路:
●分析凸輪的加工工藝----需要構建凸輪曲線;
●凸輪工件材料----圓柱凸輪材料為QT550耐磨耐高溫鑄鐵;
●使用設備:必須有四軸功能四聯動加工中心的設備。刀具選用桿銑刀(平頭端銑刀);
●創建凸輪曲線---采用FeatureCAM軟件自帶的凸輪曲線構造功能智能化創建凸輪的關鍵曲線;
●使用FeatureCAM四軸加工模塊進行沿凸輪曲線自動生成銑槽加工刀具路徑;
●使用FeatureCAM機床仿真模塊仿真加工路徑,進行驗證;
●在四聯動加工中心加工凸輪;
在設計凸輪曲線時考慮到凸輪是高速運動去帶動高速引紗及紡紗,其凸輪的曲線要求特別光滑才能達到高速的效果。因此在設計的結構上點與拐點之間,加速上升時的軌跡必須保證凹槽光潔暢通。
一、生成凸輪曲線步驟:
建立纏繞曲線,
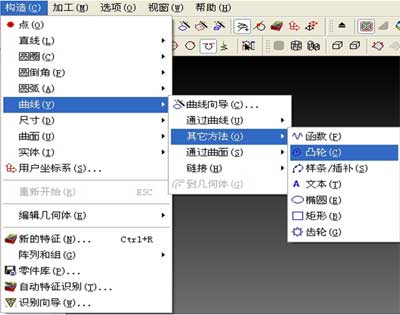
選擇Y軸纏繞,

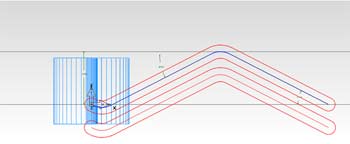
設計完工的曲線(見下圖)
二、生成刀具路徑步驟:
工藝分析過程:加工時要選項為CW方向,也就是順時針去加工,曲線拐點為每0.25度勻速度上升至180度;然后返回起始原點。第二條平移中心Y軸-40mm繼續加工,分出粗加工和精加工,控制拐點尺寸精度和倒曲線邊角。
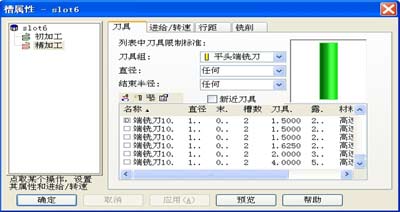
選擇刀具¢20桿銑刀進行粗加工,FeatureCAM自動計算出精加工留出的余量,主軸轉速1800r/min;進刀采用螺旋下刀方式,速度為100mm/min,而進入正常加工時進給速度為150----200mm/min。
在選擇刀具¢20桿銑刀進行精加工,FertureCAM軟件附帶功率負載表可以參考。主軸轉速2000r/min,進刀采用螺旋下刀方式速度為200mm/min,而進入正常加工時進給速度200----250mm/min。
使用四軸聯動加工中心,操縱系統為西門子840C,NC主格式為MPF格式;計算機進行模擬仿真加工,計算出實際的加工工時,修改不必要的多余加工路徑。
三、刀具路徑動態三維實體切削仿真結果:

四、在FeatureCAM中把刀具路徑進行機床模擬仿真驗證:
在數控加工過程中為了驗證程序的正確性,過去多采用木模或塑料模進行試切加工,此種方法效率低又浪費材料。用數控仿真方法來檢驗是近幾年發展起來的新技術,它具有降低制造成本、縮短設計制造周期、快速直觀、省時省力的優點,它使操作者通過圖形顯示預先檢測誤差,進行刀具的干涉和碰撞檢查。

快速生成機床G代碼:

結束語:
應用CAD/CAM技術對圓柱凸輪進行制造設計與數控加工自動編程,大大提高了設計效率與凸輪的精度,克服了傳統方法、人為因素浪費人力、物力、財力且要多次修改等缺點所帶來的風險,縮短了設計制造的周期,提高了凸輪的質量。
隨著科技的進步時代的發展,自動編程將逐步取代繁瑣的手工編程。自動編程準確率高,效率高,也是未來機械加工追求的方向。