
【摘要】模切機是利用鋼刀、五金模具、鋼線(或是鋼板雕刻成的模版),通過壓印版施加一定的壓力,將印品或紙板軋切成一定的形狀的設備。本文闡述了臺達集高階伺服特性與簡單運動控制為一體的智能性A2伺服在模切設備上如何實現控制、凸輪曲線的構建及相關參數的設定。
【Abstract】This paper expounds the reaching set a high order servo characteristics and simple motion control for the integration of the intelligent A2 servo in die cutting equipment, how to realize the control, the construction of the CAM curve and related parameters settings.
【關鍵詞】臺達A2伺服;參數設定;速度建表;凸輪曲線構建
模切設備主要用于一些非金屬材料如包裝紙板、不干膠等等的模切(全斷、半斷)、壓痕和燙金作業、貼合、自動排廢,是印后包裝加工成型的重要設備。模切設備有可以分成好幾種,根據不同實現工藝又可以分成模切機、壓痕機、燙金機、粘合機、排廢機等等,其工藝特性分別是:將整個印品壓切成單個圖形產品稱作模切;利用鋼線在印品上壓出痕跡或者留下彎折的槽痕稱作壓痕;利用陰陽兩塊模板,通過給模具加熱到一定溫度,在印品表面燙印出具有立體效果的圖案或字體稱為燙金;用一種基材復在另一種基材上稱為貼合;排除除正品以外其余的部分稱為排廢。
而本文主要論述了模切設備中的模切機,模切機要求送模軸與模切軸追隨性好,不存在相位路后等問題,要求同步性高,為了保證兩軸之間沒有相位路后,傳統的模切設備都以機械為主,部分則是采用高端的運動控制器。而臺達A2伺服在同步追隨領域有著卓越的表現,客戶認可度高,追隨特性好,這也是能夠達成模切控制的關鍵所在。
1 系統要求
主動軸為大滾筒,一對大滾筒有機械結構完成聯動,對凸輪軸(送模軸)送進來的紙板進行傳遞給裝有印模刀具的滾輪在此叫印模滾輪(模切軸),模切軸與主動軸也是有機械完成聯動,在此定義的主動軸是根據主軸編碼的反饋來決定,即主軸編碼器安裝的位置決定的,如果安裝在模切軸即模切軸為主動軸。在此對凸輪軸送紙板的要求非常高的,要求送給主動軸的紙板位置及速度要與主動軸完全同步,保證經過印模出來的紙板位置誤差在1mm之內,在此對凸輪曲線的規劃及馬達相關參數的設置非常重要,具體實物圖如圖1所示。

圖1 具體實物圖
紙板放在送模軸的載物臺上,根據模切的軸的位置來決定送模的時間及位置,由于主動軸和模切軸之間是機械聯動的,完全可以保證主動軸與模切軸為固定的轉速比例關系。通過送模軸后紙板先進入主動軸后再傳遞到模切軸,在經過壓模刀后,紙板成型,產品效果如圖2所示。

圖2 產品效果圖
2 控制實現
模切機是典型的追切領域的應用,要求在同步區類從動軸的線速度一定要等于主軸的線速度,這樣才能夠把紙板非常平順地送給主動軸。此處可以利用A2伺服內建的電子凸輪功能完成此工藝的實現,通過主軸編碼器作為命令來源控制從軸A2伺服,主動軸上裝有I點信號,作為初始位置調整,并且啟動從動軸的電子凸輪,確保模切位置的準確性,通過A2伺服內建的回原點功能來完成從動軸的初始位置的調整,通過觸摸屏來簡單對A2伺服的參數設置及PLC完成簡單的輔助邏輯控制,控制結構圖如圖3所示。
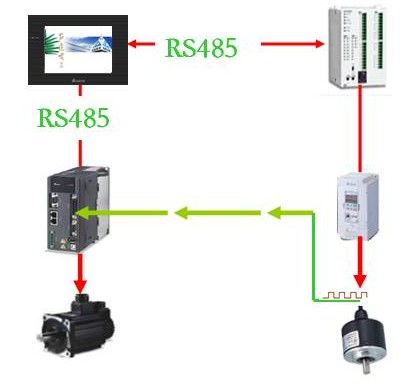
圖3 控制結構圖
系統控制模擬圖如圖4所示,光電在A處上升沿觸發,啟動電子凸輪,根據電子凸輪嚙合前命令長度的設置(P5-87)做模切軸位置偏移量(由于不同的印模刀具安裝在滾筒的位置可能會不一樣,此偏移量可以通過觸摸來修改),設置偏移量為弧AB,達到B點凸輪軸電子凸輪嚙合啟動,為了保證在要求的范圍內能把紙板送到主動軸,則把紙板前進的距離分割為L=L1+L2,在弧BC段加速凸輪軸使得凸輪軸的速度從V0(V0=0)達到V(主動軸的速度),進而做到和主動軸同步把紙板送進主動軸。主動軸在弧BC段控制凸輪軸加速,凸輪軸送紙板加速前進量為L2;在弧CD段控制控制凸輪等速區,凸輪軸送紙板等速前進量為L1。當主動軸離開D點的時候,根據電子凸輪脫離時機(P5-89)的設定,完成電子凸輪脫離,凸輪軸停止送料,并且通過P5-92進行周期性前置。

圖4 系統控制模擬圖
凸輪軸為同步帶傳動,凸輪馬達旋轉一周時,根據角速度及線速度的關系,紙板前進的距離為:102(凸輪軸滾輪直徑)×π×22/25(減速比)=281.99mm。
主動軸為大滾筒,滾筒直徑為145.71mm,主動軸旋轉一周前進的距離為:145.71(主軸直徑)×π=457.762536mm 。
通過P1-44及P1-45分別設置為1280000,28199則凸輪旋轉一周為28199PUU,凸輪軸每前進1mm為100PUU。主動編碼器為2500線AB差動輸入,則主動軸每旋轉一周給出10000個脈波(四倍頻后):主動軸每1mm所需要的脈沖數:10000/145.71(主動軸直徑) ×π=21.84543899619600。
假定L最長長度為300mm,則凸輪軸的導程為:300×100=30000PUU,需要預留足夠的加減速時間則主軸導程為300×(1+0.2)=360mm,則主軸為:21.84543899619600×360=7864.35803863056個主軸脈沖。
根據A2PC軟件提供的速度建表功能,設置主軸導成即P5-84為7864,從軸的導導程為30000PUU,規劃好加速區、等速區、減速區及停止區的比例,可以得到如圖5所示的凸輪曲線。
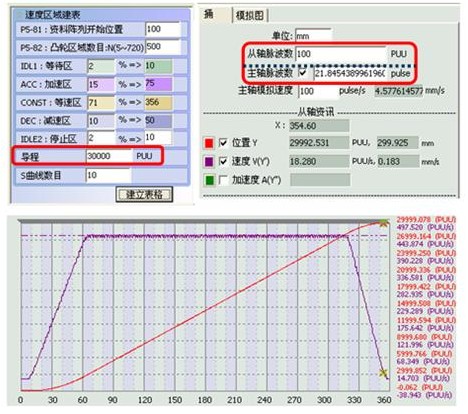
圖5 凸輪曲線示意圖
曲線建立完畢后,通過P5-88選擇不同方式來啟動電子凸輪,電子凸輪啟動后自動做周期性運動。如圖6所示,通過PC軟件來設置電子凸輪的啟動,選擇命令來源為PulseCmd,嚙合時機為DI-CAMON,脫離時機為MASTER軸超出設定的位移ECRD(增量)P5-89:7864及脫離回到前置狀態,前置量為P5-92:12136(模切軸轉一圈編碼器轉兩圈即20000-7864=12136為前置等待的值)。當電子凸輪啟動后,從動軸接PR05做從動軸初始位置調整。

圖6 通過PC軟件設置電子凸輪的啟動
通過PC軟件監控馬達的速度線,可以看出從動軸與主動軸的追隨特性非常好,即速度命令曲線與馬達即時速度曲線處于完全重疊的狀態,如圖7所示。
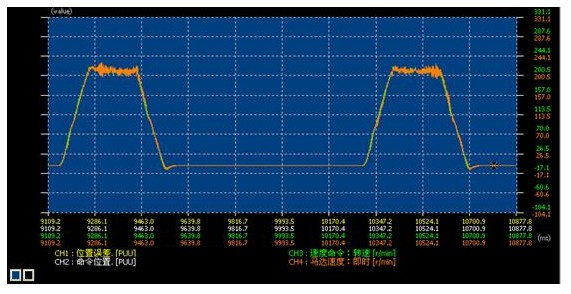
圖7 PC軟件監控馬達的速度線
3 總結
電子凸輪最主要的應用目的是取代傳統的機械凸輪,實現機械簡單化、控制方便化,而目前大多數模切機都是使用復雜而笨重的機械齒輪做同步控制,機械成本高,在此臺達智能性的A2伺服憑借其高速的處理速度,在做主從同步追隨完全可以做到無軸傳動,主從之間沒有相位的落后,給客戶提供一個智能化的解決方案,深受客戶的好評。