
目前服役的焊接機器人90% 都是以“示教再現”模式進行工作的, 少數以軌跡規劃方式工作。焊接過程中, 焊槍與焊縫中心都會存在一定誤差, 而且焊接過程又是一個復雜、非線性、干擾因素較多的過程, 焊接工件熱變形、咬邊、錯邊, 以及焊縫間隙的變化等是不可預知的, 這些因素都會直接影響到焊接質量。 在“示教再現”或軌跡規劃應用的基礎上,實時焊縫糾偏可以進一步提高焊接精度, 尤其適用于輔助工程上焊接易變形、裝配復雜等自動焊難以控制的工件生產。 本文以新型航天器燃料貯箱LF6 鋁合金材2 mm 薄板的對接焊接為背景, 針對脈沖鎢極惰性氣體保護焊( GT AW) 焊接方法, 對平板直縫和平板法蘭進行焊縫跟蹤試驗, 將傳統的“示教再現”型機器人開發成具有實時焊縫跟蹤的弧焊機器人系統。
1 試驗部分
1. 1 試驗系統組成
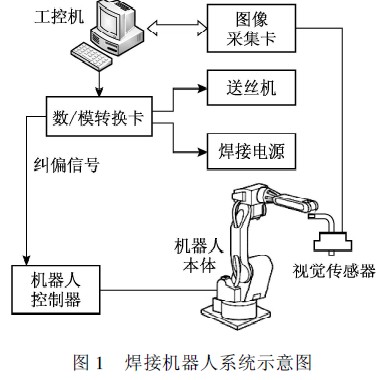
在本實驗中, 執行機構包括日本安川電機公司的HP6 型焊接機器人, 兩軸翻轉變位機, 單軸頭尾式變位機, 日本OT C 公司生產的IN VERTERELESON 500P 型交直流兩用GT AW 焊接電源,CM-271 型送絲機和HC-71 型送絲控制箱。 控制系統為研華公司的工控機, 傳感系統為自行開發的CCD 被動光視覺系統, 以及圖像采集卡。 整個系統如圖1 所示。
考慮到LF6 鋁合金薄板的焊接性, 采用交流脈沖焊進行焊接, 脈沖頻率為2 H z, 基值電流為50 A,峰值電流為125 A, 焊接速度為2. 6 mm/ s.
1. 2 圖像采集與處理
1. 2. 1 開小窗口分析法
采用“小窗口”獲取焊縫特征信息, 在焊縫區域開了一個100 幀x120 幀的小窗口, 僅對此窗口內的圖像進行處理。 該窗口包含了進行焊縫跟蹤所需要的特征信息, 又削減了大量不必要的圖像信息。 CCD 攝像機和送絲嘴都固定在焊槍上, 也就是焊槍、鎢極、送絲嘴在圖像平面投影的相對位置是不變的, 同時在試驗前已經將CCD 攝像機的軸心、焊槍軸心以及焊縫調節到了同一個平面上, 如此, 焊槍的軸線在圖像平面上的投影為一條水平線, 為后續的跟蹤提供了便利條件。
1. 2. 2 圖像處理算法
在試驗中, 首先提取到焊縫的上下邊緣, 經過去除偽點之后進行最小二乘法擬合, 得到焊縫中心線。 圖像處理算法流程主要包括圖像復原、中值濾波、邊緣尋找、偽點去除及最小二乘法擬合, 如圖2 所示 。

采用了逆濾波器方法來進行圖像復原, 同時選用3x3 模板中值濾波, 當前像素點的灰度值由它的8 鄰域的像素灰度值的中間值獲得。
在對圖像進行了觀察和分析后, 發現即焊縫邊緣和其他區域相比, 灰度變化極大。 因此, 根據灰度值變化的速率來確定焊縫邊緣點, 即每一列中速率變化最大的2 個點作為為焊縫的上下邊緣點。 用此種邊緣檢測算法是基于2 mm 薄板的特性, 沒有坡口使焊縫處較大的灰度變化在整幅圖像中極易捕捉, 同時此類算法較小的計算量也不會影響到圖像處理的實時性。
經過上述圖像處理之后并不能夠準確地獲得焊縫邊緣, 仍舊有偽邊緣存在, 如何再去除偽邊緣點,識別出真正的焊縫邊緣, 是圖像處理中最困難, 也是最關鍵的技術。 通過24 鄰域從上下2 個方向向中間逐行掃描的方式去除偽邊緣點。 由于焊縫邊緣是連續變化的, 假設存在圖像處理誤差在2 個象素之內,如果某一特征點24 鄰域內不存在相鄰特征點, 認為該點為偽邊緣點或孤立點。
1. 2. 3 圖像處理算法精度驗證
為了驗證圖像處理算法的精度, 采用了激光測距傳感器對焊縫的實際位置進行了精確定位。
在工裝一側豎立一塊表面光滑且與焊縫平行的金屬板, 然后對機器人示教一條準確的沿焊縫路徑,并在變形不大的厚板上進行試驗。 起弧后, 激光測距傳感器開始工作, 得到實時焊縫位置, 并與經過圖像處理所得到焊縫位置進行對比, 結果如圖3 所示, 中部的水平直線為示教焊縫路線, 折線為經過圖像處理算法糾偏的焊槍實際路徑。

對比顯示, 本文中圖像處理算法所得到的焊縫位置與實際焊縫位置的誤差在 0. 15 mm 以內。
綜上所述, 根據試驗分析和計算機數字圖像處理本身固有的誤差, 可以確定本文研究的焊接過程的圖像處理方法的精度能夠控制在 0. 15 mm 范圍內, 完全滿足實際焊接的需求。
1. 3 焊縫跟蹤原理及實現
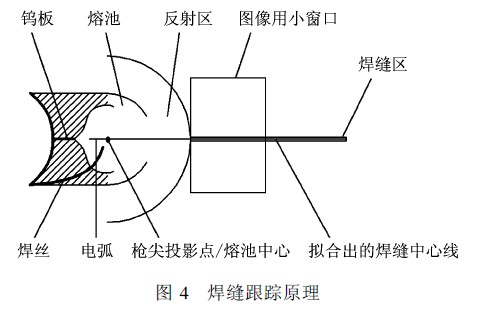
跟蹤方法原理是, 固定視覺傳感器在焊槍正前方, 通過直接觀察焊槍與焊縫中心線的位置關系, 提取偏差信息, 輸出糾偏控制電壓。
由于鋁合金具有較強的反光性, 在熔池前端區域有一個反光區, 檢測的間隙與實際間隙大小差異很大, 甚至無法看清, 所以, 本次項目檢測的焊縫中心距離熔池中心具有一定距離, 需通過曲線擬合的方法才能計算出當前焊接位置的焊槍與焊縫中心的偏差量, 如圖4 所示。
1. 4 控制器設計
1. 4. 1 糾偏電壓與糾偏量關系建模
由于首鋼Mo toman 系列機器人糾偏卡是不開放的, 無法得知其運動細節, 建模可以使該過程簡單化。 對糾偏系統進行建模后, 使用Mat lab 的Simulink 工具對控制器進行離線設計。 經過試驗, 在機器人運動過程中,在單位時間內隨機給出不同的糾偏電壓, 并記錄該糾偏電壓下的偏差量。 選取連續的3 組共383 對數據作為樣本空間。 使用Mat lab 對3 組數據進行建模, 得到了1 個線性回歸模型, 其對3 組數據都有很高的適配度, 分別為82. 3% , 97. 16% 和95. 99%.
1. 4. 2 模糊PID 控制器設計
為了研究糾偏對焊接效果的影響, 分別用1 V、1. 5 V、2 。 5 V、3 V 的恒定糾偏電壓信號進行糾偏。 試驗表明, 糾偏電壓為1 V 時, 由于糾偏力度太小, 雖然在執行糾偏, 但是偏差仍舊越來越大, 甚至在末段由于偏差太大, 超出可糾偏范圍, 圖像處理程序出錯, 得到錯誤的偏差信號; 當糾偏電壓是1. 5 V 時, 其表示出來的偏差情況與1 V 分析出來的一樣, 因此, 1. 5 V 仍然電壓偏小; 當使用2. 5 V 糾偏時, 就沒有使用1. 5 V 時的偏差特征, 此時, 偏差基本上在0 附近波動; 當糾偏電壓達到3 V 時, 偏差依舊在0 附近波動, 但是波動的幅值明顯增大, 實際上焊槍在焊縫附近產生了較大的振蕩, 必將導致較差的焊縫成形。
為了既保證穩定焊接, 又能快速糾偏, 設計了模糊PID 控制器 。 該控制器的思想是, 在不同的環境下, 調整PID 3 個參數的值, 使糾偏系統滿足下列要求: 一是在偏差量較小時, 進行精細調節, 以防止超調和保持系統穩定為主要目標; 二是在偏差量較大時, 進行大步長糾偏, 使鎢極盡快回到正常范圍附近, 響應時間越短越好。
根據控制系統的穩定性和準確性原則, 為了提高控制器的穩定性和抗干擾性, 引入了誤差預測, 即偏差量對時間的2 階導數作為第3 輸入量, 將該模糊PID 控制器改進為3 輸入3 輸出的控制器。
2 結果與分析
2. 1 平板直縫跟蹤試驗結果
本文設計了如圖5 所示的雙折線路徑, 焊縫為2 塊無坡口平板對接焊縫, 沒有明顯間隙, 示教軌跡與真實焊縫的偏差量控制在6 mm 范圍內。 其中,雙折線為實際示教路徑, 中間的平直線為實際焊縫路徑, 實際焊接路線為平直線周圍波動的曲線。

試驗結果表明, 跟蹤控制效果非常明顯, 盡管示教軌跡與焊縫中心有最大6 mm 的焊縫偏差, 但是通過焊縫自動跟蹤系統的糾偏調節, 使槍尖投影點與焊縫中心的偏差能夠控制在 0. 15 mm 范圍內。
考慮到圖像處理的誤差, 實際跟蹤誤差在 0. 3 mm內。
2. 2 法蘭環縫跟蹤試驗
機器人進行了法蘭的簡易示教, 即1 圈只示教4 到5 個點, 隨后進行跟蹤試驗, 同時對試驗中所采集到焊縫偏差量數據進行了記錄。 圖6 為試驗結果分析, 驗證了法蘭試驗件焊接過程中焊縫跟蹤控制技術的有效性。

試驗結果數據顯示其跟蹤誤差略大于平板焊接, 最大誤差達到了 0. 2 mm. 考慮到圖像處理誤差, 真實誤差在0. 35 mm 內。
3 結語
以弧焊機器人在脈沖T IG 焊接過程中應用的需求為研究背景, 以被動視覺作為傳感方式, 研究了實時焊縫跟蹤控制技術, 并且在生產中得到驗證:
( 1) 設計集成了焊接機器人系統, 將原有的“示教再現”型機器人成功改造成具有視覺功能的、能夠實時自動焊縫跟蹤的焊接機器人系統。
( 2) 設計了相應的圖像處理算法, 能準確提取焊縫邊緣并擬合焊縫中心線。
( 3) 提出了一種基于視覺的實時焊縫跟蹤方法, 在保證焊接過程穩定的前提下研究了焊縫跟蹤算法, 建立了適合焊接過程的模糊PID 實時焊縫跟蹤控制器。 試驗表明: 實時跟蹤直線焊縫和曲線焊縫, 跟蹤最大偏差分別可以控制在0. 3 mm 和 0. 35 mm 以內.