袁盛芝
一、加熱爐工藝簡介
步進式加熱爐在熱連軋廠的主要作用是把冷鋼坯送入爐內加熱使鋼的溫度達到軋制所要求的溫度。整座加熱爐由爐體、上料輥道(A1-A8)(其中A3為板坯稱量輥道,A1為板坯測長輥道)、爐內步進梁、出料輥道(C1、C3、C5、D4、D5)、中間輥道(C2、C4、C5、C6、D1、D2)組成,由它們共同負責完成鋼坯入爐、步進、出爐的整個過程。加熱爐設備的良好運行直接影響到整條軋線的正常運作。
為了與科技接軌,為了最大限度地實現全自動化,在改造中我們采用了西門子S7-400系統來控制加熱爐設備。
以下為加熱爐的兩張照片。其中圖A中所示為正在將冷坯裝入爐內的情形,圖B中所示為正在將加熱后的鋼坯出爐時情形:

圖A
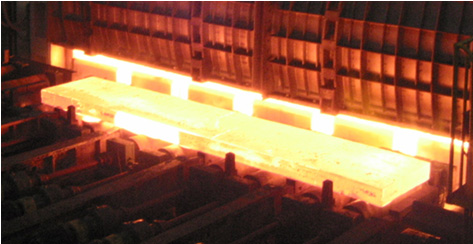
圖B
二、生產過程簡介
存放在板坯跨的板坯,按生產計劃所編排的順序,用半門吊放在上料輥道上,然后送到稱重輥道上進行板坯的重量和標號的核對,核對合格的板坯送往板坯測長輥道進行板坯長度測量,測長后按生產計劃安排通過爐前裝料輥道分別送到四座加熱爐,板坯在爐前裝料輥道上按指定的爐前位置完成準確定位,然后由推鋼機或裝鋼機通過滑道或直接抬升前進送往爐內。將其推入加熱爐內的固定梁上,再由步進梁托起板坯,使板坯在爐內步進式地進行加熱。為使板坯準確停在固定梁上并使板坯間隙正確,在爐子入口處設有激光位置探測器檢測板坯的位置。
板坯在爐內運送鋼坯在正常情況下步進機械采用“正循環”操作,即板坯向出料端移動。板坯在加熱爐的步進梁上步進式通過各段進行加熱,當加熱至規定溫度的板坯在爐子出料端受到激光位置探測器時,步進機械在完成當前的正循環后停止。當接到軋機要鋼信號后,此時由板坯托出機將板坯托放到出料輥道中心線上,然后運送到軋機前輥道,進行軋制。
三、控制系統構成
我們采用的是S7400的416型PLC,具備強大的邏輯及浮點計算能力、豐富的尋址方式、完整的與上位機通訊的協議、完善的數學函數功能,能快速響應來自傳感器的信號,平穩實現鋼坯在爐內的運輸,避免了機械機構造成沖擊的可能性。并可靠地實現了加熱爐設備的手動、半自動、自動操作。
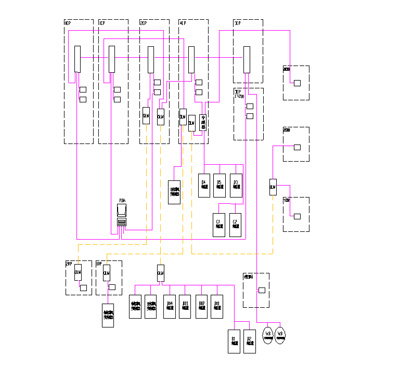
每座加熱爐根據控制對象、實現功能的劃分、各配置兩套PLC分別用于傳動控制、燃燒控制。每套PLC均由主機架部分與遠程ET200分站組成。主機架均配置以太網卡與二級計算機及HMI服務器進行通訊。各傳動PLC與公共PLC間有大量的信號進行交換,為了減少以太網的通訊負擔,保證信號的實時性,所以各傳動PLC與公共PLC采用MPI網絡進行通訊。由于遠程設備多、且有些遠程設備在地理位置上比較集中,采用CPU通過PROFIBUS與遠程ET200通訊的結構既能保證了系統整體快速響應,又能大大降低布線成本,是一個性價比極為合理的方案。
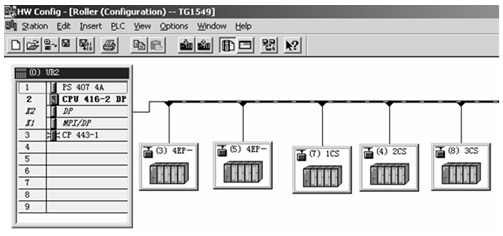
公共PLC硬件配置圖如圖1
四、PLC與傳動之間的連接
在PLC與傳動之間采用了MPI網絡連接,采用全局變量進行傳動與PLC間的通訊,全局變量的通訊方式更多依賴于硬件配置,不需單獨編程,對于通訊的變量可直接引用,并且全局變量的硬件配置的下載可以在線進行,PLC不需重啟。并且網絡連接省去了原來的點對點硬線連接,降低了電纜的使用量同時也降低了故障點。
五、步進式加熱爐動作的連鎖條件
1、推鋼機:推鋼機處于原始位置;B輥道停止并板坯定位完畢;步進機械處于下限;裝料爐門打開;板坯至少有寬度的3/4推到固定梁上;CMD10、CMD12; CMD14、CMD16; CMD01、CMD02必須檢測有鋼,才能自動操作推鋼機.手動操作的必要條件是步進機械處于原點,此種操作主要用于向空爐
2、裝料爐門:裝料爐門正常工作時,兩個爐門同時開啟和關閉;推鋼機推鋼時,爐門打開到達上極限時推鋼機才能推鋼;推鋼機返回到待機位置后爐門關閉;裝料爐門自動開啟只有當步進梁返回到下降后極限即原點后方可進行;裝料爐門允許解除上述連鎖后可進行手動操作。
3、步進梁:步進梁(WB)與激光檢測器連鎖,板坯前進到遮斷LD1、LD2或LD3時, WB在完成當前的正循環后停止等待或做原地踏步或做上升等待;WB與裝料爐門連鎖,裝料爐門關閉時WB才允許動作;WB與推鋼機連鎖,推鋼機不在待機位置WB不能起動,當連續裝爐時, WB走一個循環后推鋼機的最大行程將入爐的板坯送入后與前一塊板坯間距仍大于50mm時,則WB在下一個周期不能起動, WB退回原點或作踏步,若只是出料不裝料時需解除連鎖,便可動作.
WB與出料爐門連鎖, WB處于原點時出料爐門才允許操作;WB與托出機連鎖,托出機不在待機位置WB不能起動;爐底升降機構的行程控制: 爐底升降接近上限或下限時利用升降位置檢測器發出信號,使傳動電機至上限或下限時傳動電機斷電,制動器制動而停止;
WB爐底水平機構的加減速和行程控制: 爐底水平運動是由水平液壓缸來完成, 水平運動的加減速和行程是靠水平位置檢測器發出加減速信號,通過液壓比例系統來實現的. 加減速的時間可通過計算機輸入的數據來實現.步進梁的每步前進行程均由脈沖發生器輸給計算機,以實現板坯在爐內的自動跟蹤;
4、出料爐門:出料爐門自動開啟條件只有當步進梁返回到原點后爐門才允許打開;兩扇爐門正常工作時是同步動作的,因此必須兩扇爐門位置控制開關都斷開(或閉合)才能確認到位。出鋼機出鋼時只有當爐門處于半開或全開時,出鋼機托桿才允許前進,待出鋼機完成出鋼任務返回到待機位置后爐門關閉.出料爐門允許解除上述連鎖后可進行手動操作.
5、出鋼機:加熱爐內有加熱好的板坯,板坯遮斷激光檢測器;軋機要鋼信號。
出鋼機與步進梁不能同時動作。出料輥道停止,在該輥道上沒有板坯; 出料桿向爐內移動前確定爐門半開或全開并發出信號。WB處于原點,雙排料先出軋機側,再出非軋機側。托出機由3號操作室操作。
六、結論
S7-400 PLC控制系統在熱連軋廠加熱爐投入使用以來,最大的優點在于使加熱爐設備的自動化程度達到了空前的水平,從板坯的上料、輥道運行、數據跟蹤、裝鋼、出鋼全程實現了自動效果,避免了人為操作帶來的失誤,提高了設備的運行精度,減少了人員的操作強度。在維護方面則大幅度地減少了設備的維護量,提高了設備的工作性能,并且參數的在線修改極度方便,有利于根據現場實際及時調整設備連鎖保護以及動作時序。通過實踐證明,S7-400 PLC控制系統的使用為步進式加熱爐的穩定運行提供了可靠的保證。
