
RFID(Radio Frequency Identity technology,無線射頻識別技術)通過無線的方式,對存儲于RFID標簽中的數據進行自動采集,以獲取被標識對象相關信息,一個簡單的RFID數據采集系統由RFID讀寫器、天線(內置或外置)、RFID標簽3部份組成,如圖1所示。

圖1 RFID數據采集系統
隨著技術的發展,RFID逐漸開始被應用" title="應用">應用到離散制造行業中,相對目前被廣泛使用的條碼技術而言,RFID標簽具有本質上的優勢,RFID標簽的優勢包括:可無線遠距離讀寫,可穿透性讀寫,可在高速移動的狀態下讀寫、存儲更多的數據,可在惡劣的環境下使用等,因此,RFID技術" title="RFID技術">RFID技術不只是條碼技術的簡單替換,它在離散制造業中的應用將改變離散制造企業的生產經營方式,目前,RFID技術已經開始應用于離散制造行業的供應鏈管理、倉庫管理、物料管理等領域。目前RFID技術在離散制造業生產線上的應用還沒有通用的方案,Fagui Liu和Zhaowei Miao研究了RFID技術在生產控制中的應用,但重點在系統的構建上,并主要討論的是在陶瓷行業的應用,本研究基于RFID先進技術,重點研究該技術在裝配行業的生產線可視化和生產過程控制中的應用,并依托國家863高技術研究發展計劃資助項目,在重慶某摩托車發動機生產線監控" title="生產線監控">生產線監控系統中得到了應用。
1 基于RFID的生產線監控技術
1.1 生產線可視化
1.1.1 技術原理
生產線可視化的目標是使企業管理層能夠實時地發現在制品生產和生產線運轉狀態,本研究的技術實施方案如圖2所示。方案主要由流水線、RFID數據采集系統、在制品和工位幾個部分組成,在制品在流水線上移動,到達工位后由工人取下進行零配件組裝,完成后再放回流水線,直到完成所有工序,RFID數據采集系統主要包括一個帶有雙天線的RFID讀寫器,每個在制品都和一個RFID標簽進行綁定。
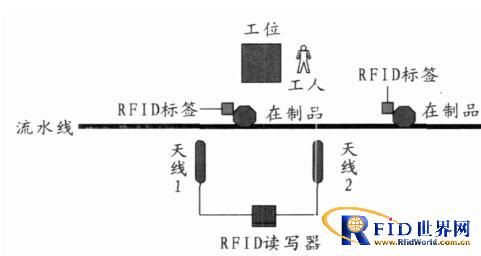
圖2 生產線可視化技術實施方案
該技術的基本原理是:當綁定有RFID標簽的在制品以先后順序經過天線1和天線2時,將觸發2次RFID標簽讀寫事件,通過對事件產生的相關數據的記錄與處理,來判斷在制品的完成情況及各個工位的運轉情況。
以讀寫器代號和工位代號為關鍵字的RFID標簽讀寫事件數據表如表1所示。

另外,生產線和工位之間構成一個以生產線代號為關鍵字關系表,令生產線代碼為Line_code,那么它們的關系為:
(Line_codei,WPoint_codei1,WPoint_codei2,…WPoint_codein)。
1.1.2 技術實現
1)生產線監測。生產線監測是通過對工位的監測,判斷整條流水線是否運轉正常。當在制品在工位逗留時間過長,或工位出現在制品堆積時,可判斷為工位異常。令在制品在工位允許的最大逗留時間為Tmaxi,工位允許堆積的在制品最大數量為Nmaxi,則判斷工位異常的公式如下:
如果Timej-Timei>Tmaxi,則在制品逗留超時,式中Timej,Timei為讀寫器天線2和天線1的2次讀寫事件發生的時刻。
當在制品經過天線1,而沒有經過天線2時,公式變為:Timecorrent-Timei>Tmaxi。
對某個工位堆積在制品數量的判斷,依賴于查找表1所構成的工位操作歷史表,其查找過程如下:
步驟1 通過流水號Line_code找到工位號Wpoint_code。
步驟2 通過工位號Wpoint_code,查找經過天線1而未經過天線2的在制品代號Product code。
步驟3 累積在制品數量并與Nmaxi比較,即可判斷在制品是否超量。
2)在制品監測。在制品監測是通過實時地獲取在制品上RFID標簽數據,以判斷在制品所處的工位及已經完成的工序,假設在制品Product_codei有Ni道工序,則在制品生產狀態的監測算法如下:
步驟1 在制品上線時,椴據在制品的制造要求,確定工序數量Ni,并確定工位順序,生成一個二進制代瑪,使其從最低位開始順彥代表其經過的工位的完成狀態,完成為1,未完成為0。在在制品上線時,其初始值為0。
步驟2 把該代碼寫入RFID標簽并和在制品綁定。
步驟3 在制品每完成一次工序并離開工位時,修改相應位。
步驟4 讀取RFID標簽相應位,就可以確定已經完成的工序和正在完成的工序。
1.2 生產過程控制
1.2.1 技術原理
生產過程控制目標是根據在制品信息,靜態或動態地確定在剃品組裝路線和組裝方式,其基本原理是:實對檢測到在制品信息后,根據控制系統設定的組裝路線和組裝方式,生成路徑選擇指令和組裝提示,技術實施方案如圖3所示。系統主要由RFID數據采集系統、工位控制器、看板和路徑選擇執行機構組成。
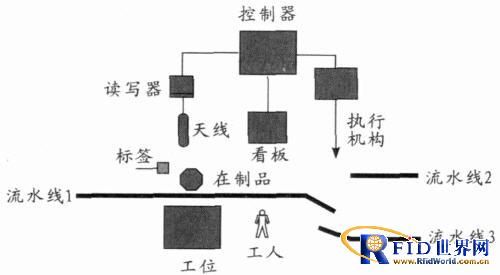
圖3 生產控制技術實施方案
在制品的組裝路線既酉以是上線之前制定的靜態路線,也可以是上線后臨時改變的動態路線,本研究采用虛擬生產線(VPL)的概念,給每一個在制品 Product_codei分配一個虛擬生產線代碼VPL_codei,VPL_codei和Wpoint_codei關系為:
(VPL_codei,Wpoint_code1,Wpoint_code2,Wpoint_coden)
1.2.2 技術實現
1)組裝路線控制算法如下:
步驟1 根據在制品的組裝要求,生成虛擬生產線。
步驟2 將RFID標簽中的在制品代碼和虛擬生產綁定,然后將標簽和在制品綁定。
步驟3 當在制品進行多徑選擇時,讀寫器讀取標簽中的在制品代碼,并根據虛擬生產線中的信息,確定下一個工位。
該算法的優點是,當需要對在制品的制造工序進行改變時,只需更改控制器中存儲的虛擬生產線和工位關系,便于組裝路徑動態控制。
2)組裝方式控制算法如下:
步驟1 跟據在制品組裝要求,生成組裝指令表。
步驟2 讀取RFID標簽中的在制品代碼和工序代碼,查找組裝指令表。
步驟3 在看板中發布組裝指令,指導生產。
2 應用
2.1 系統實現
為了驗證RFID技術在生產線監控中的實用性,在重慶某摩托車發動機生產線進行了應用示范,發動機生產是典型的離散零配件組裝式生產,企業管理層有監控在制品生產和生產線運行狀態的需求;同時,發動機在包裝之前要進行質量檢查,不合格的產品將會進入返修程序,因此在制品的組裝路徑需要控制。該生產線主要包括上線、曲軸、箱蓋、返修、貼花及包裝等工位。系統實施體系結構圖如圖4所示。

圖4 系統體系結構
該系統在各工位配置13.56 MHz的RFID讀寫器及存儲容量力2KB的標簽,以構成RFID數據采集系統,用于生產線監控系統數據采集。系統配置 19英寸的MD顯示屏,用于裝配要點的提示。工位控制器采用嵌入式單板機WAFER-5822,運行嵌入式操作系統。車間控制器和ERP應用系統采用PC 機平臺,使用C/S架構。車間控制器用于工位協調,ERP應用系統系統用于計劃排產和生產線狀態顯示。由于該摩托車企業的發動枧生產線沒有實現機械化的路徑改變裝置,每當在制品經過質量檢測后,工人需要根據LCD上顯示的指令決定在制品的前進路徑。如果在制品需要返修,則由工人需把在制品從生產線上取下,再由專門的運載工具轉運到返修工位。
工位LCD顯示界面如圖5所示。
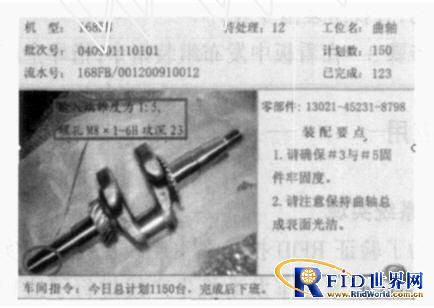
圖5 工位LCD界面
2.2 示范效果
管理層實現了生產線的實時監控,顯著地提供了該摩托車企業的生產效率(生產線的整體生產效率提高10%),而因配件物料管理發生混亂和操作狀態混亂帶采的生產過程停頓或中斷次數降低弱60%。