
1 問題的提出
通過采用聚焦極好的千瓦級CO2激光可大大提高焊接的速度。與此有關的對傳統激光加工機動力學方面的高要求只有少數激光裝置能滿足。尤其是嚴重彎曲的軌道運動,如小尺寸部件結構的加工更成問題。
即使是動力學最佳的激光機,如以線性運作的二維切割設備在切割10 mm 直徑的圓結構時也只能得到約20 m/min 的軌道速度。曲率半徑較小的軌道結構只能降低精度或減小速度進行。
2 解決的途徑
替代和補充傳統激光加工機普通的卡笛兒式或交鏈式軸系的方法是采用使激光束在工件上移動的光束偏轉系統。用該系統替代常用焊接和切割頭時,操作系統(龍門吊或工業機械手)只能承擔對部件的基本定位和加工頭的作用,實際操作進量由加工頭中轉動的光束偏轉系統反射鏡來實現。由于該偏振鏡質量輕,這種光束轉動即使在很高的推進速度(600 m/min) 時也特別精確。
這種光束偏轉系統目前主要用于激光標記或低激光功率(幾百瓦)的焊接。這里激光束通過透鏡聚焦,由兩個相互垂直、通過電流計掃描器驅動的偏振鏡移動光束聚焦在工件上。偏轉系統的結構和操作原理不僅確定了偏轉系統與部件間的距離,還確定了最大可達工作范圍。因為焦點在一個環形面上移動,這在原理上決定了像差的出現。這與待加工外形的尺寸,即所需激光束的偏轉角有關,可能限制使用范圍。采用平場透鏡可避免這種像差,可在確定的工作場所用恒定光束強度加工平面工件。
由于采用透鏡光學件和掃描反射鏡,商用光束偏轉系統的供應商將可傳輸的激光功率限制在幾百瓦,而對于機械制造中通常的毫米級焊深來說,則需幾干瓦功率的激光。
3 高功率激光的光束偏轉系統
夫朗和費材料-射柬技術研究所為此研制一種光束偏轉系統,用于激光功率高至4kW 的CO2 激光加工時。這有助于將高技術可實現的加工進給速度化為工業應用。
加工系統由具有電流計掃描器的光束偏轉單元和具有拋物面鏡的聚焦系統組成(圖1),該拋物面鏡可以通過附加反射鏡完成動態焦點跟蹤。于此產生一種硬件基本塊形成模件式PC卡的控制和特種加工任務的控制程序,該系統還采用光束監控附加部件加以完善。此外,為了傳輸高功率激光,對所有光學部件都進行冷卻。
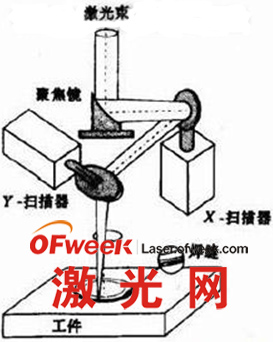
圖1 激光焊接用光束偏轉系統原理圖
4 應用實例
替代軸運動系統的一個例子是用一維光束偏轉的小部件激光點焊,這里激光功率和脈沖序列同時得到控制。自1977 年以來工業部門流行的加工中已實現500 ms 內16個焊接點。于是在一個多站加工臺上可將8個圓形彎曲板條焊成一個環(圖2) 。每年這類焊件數約2000 萬。
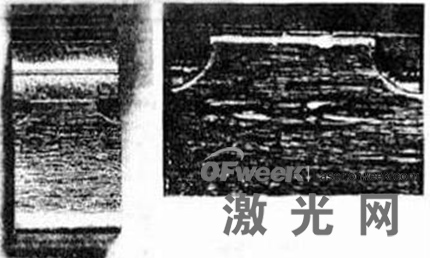
圖2 用一維光束偏轉系統和可觸發控制激光功率產生的臺階式焊縫,焊速為5m/min

圖3 用二維光束偏轉系統和可控激光功率將小管焊入孔板,焊速為10m/min
另一可望成功的應用領域是將螺帽、管腳、管子等焊入組合部件。圖3 示出將直徑為2.5 mm 的小管焊入孔板。焊接時間約100ms。這里,需要用傳感器控制確定下一待焊管的位置,以免由于位置公差使整個部件扭曲。
原則上,圖形加工的軌跡,尤其是加工小直徑時,用其他系統也可達到,但采用光束偏轉系統可以幾乎是無限制地實現加工形狀的多樣化。因為對于光束偏轉系統來說,與傳統運動系統的不同在于,在焊縫產生的過程中要保持恒定的進給速度,待加工的幾何尺寸不起重要作用,相反加工頭與部件的精確定位倒是重要的。